用来刃磨车刀的砂轮是由粘结剂将颗粒状的磨料粘接而成的,形状各异、排列无序的磨粒凸凹不平地分布在砂轮的外表面上。所以,磨出的车刀表面必将存在一些缺陷。因此,车刀在刃磨后,还必须用磨石对刃磨面进行研磨,即鐾刀。
1.鐾刀的作用
(1)鐾刀可降低车刀刃磨面的表面粗糙度值 车刀在刃磨过程中,由于砂轮在原始状态下,或在磨损脱粒后,均呈现无序的高低不一状态,在车刀刃磨表面划出凸凹不平的沟痕,在刃口处表现最为明显。如果在放大镜下观察,将会看到细微的缺口形成锯齿状,分布在切削刃上,特别是在刃磨较脆的硬质合金车刀时,尤其明显。这样粗糙的车刀,切削刃极易磨损,而且严重影响表面质量。因此,必须用磨石对刀面进行研磨,以降低刀面的粗糙度值,改善切削刃的抗磨损能力,提高刀具的使用寿命,保证产品质量。
(2)鐾刀可提高车刀刃磨面特别是切削刃的直线度 由于砂轮各磨削面不具有较高的直线度,即使是平行左右移动,也不可能获得直线度较好的刃磨面。所以,当车刀刃口要求有较高的直线度时,如修光刃、螺纹车刀的刃口等,都应在降低表面粗糙度值的鐾刀过程中,兼顾刀口刃部的直线度。而在各种成形车刀刃磨后,也应通过鐾刀进行修整,使刃口形状正确,表面光滑。
2.鐾刀的基本方法
(1)磨石的选用 鐾刀时应选用合适的磨石,磨石材料和磨石形状均应满足要求。
1)磨石材料。与砂轮一样,磨石一般有两种,即氧化铝磨石和碳化硅磨石。但磨石的粒度极细,可消除刃磨后的残留痕迹。选用磨石材料也和选用砂轮一样,在鐾刀高速钢车刀时,选用氧化铝磨石,鐾硬质合金刀时,应选用碳化硅磨石,两者不可混用。
2)磨石形状。磨石的形状应根据车刀的几何形状选择。磨石的形状一般有端面为矩形、三角形、圆形等的长条,如图5-28所示。其中矩形磨石用于鐾磨平面,用的较多,为方便使用,往往将矩形磨石的1~3个角修磨成大小不同的圆角,以备鐾光卷屑槽之用。
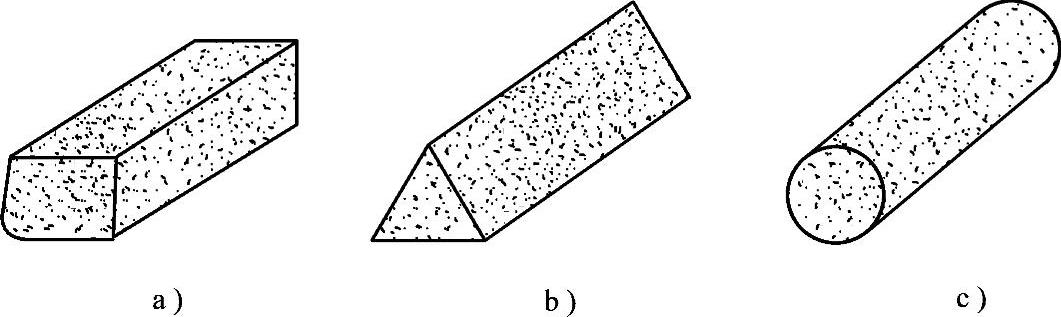
图5-28 几种磨石的形状
a)矩形磨石 b)三角形磨石 c)圆形磨石(www.daowen.com)
(2)现场操作方法 通常将车刀夹持在台虎钳上或车床刀架上鐾刀。下面以鐾磨硬质合金车刀的主后面为例,对鐾刀程序加以说明:
1)将刃磨好的车刀装夹在车床刀架的正确位置上。
2)在车刀主后面和磨石表面加少许润滑油。
3)选用矩形碳化硅磨石。双手食指并拢托住条形磨石低端,双手拇指并拢压在磨石上端,指尖特别是拇指尖严禁探出研磨面,以防止刀刃割伤。
4)使磨石表面紧贴主后面,双手施侧压,通过磨石垂直压向主后刀面,作上下平稳移动。
5)当磨石由切削刃向下移动时,双手施加压力,磨石返回时,减去压力,以防止切削刃受损,如图5-29所示。
6)磨石在上下移动时,也可同时作左右移动,以弥补磨石表面的平面度和直线度误差。

图5-29 鐾后面示意
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





