1.选用砂轮
(1)砂轮的特点 砂轮中含有大量的微小砂粒,由陶瓷结合剂等粘接而成。它的力学性能是:
1)硬度高,能顺利地磨削所有的金属材料。
2)热稳定性好,在较高的工作温度下仍保持原有的切削性能,可在很高的切削速度下工作。
3)脆性大,受到一定的冲击就会脆裂。因此,在使用砂轮时,应特别注意安全。
(2)砂轮的种类 根据刀具材料选择砂轮。常用的砂轮有两种:
1)氧化铝砂轮。氧化铝砂轮的主要成分有氧化铝等,它的特点是比较锋利但硬度较低,适用于刃磨高速钢刀具和碳素钢制成的刀体。
2)碳化硅砂轮。碳化硅砂轮的主要成分有碳化硅等,一般呈绿色,它的硬度较高,但脆性大,适用于刃磨硬质合金等。
(3)砂轮的粒度 砂轮的粗细以粒度表示。粒度号越大,则说明砂轮越细,如F120比F36细小等。粗磨车刀一般选用F80或F60的粗粒度砂轮,以提高刃磨速度;精磨车刀则选用F80或F120的细粒度砂轮,以获得光洁的刀面。
2.修整(www.daowen.com)
修整的主要内容有:
(1)试开车 先手盘砂轮机缓慢转动,看有无障碍物,再从点动开车到全速开车,观察砂轮机运转状况是否正常。
(2)修整砂轮圆周表面 当砂轮外圆表面有严重不平或凹坑现象时,应采用砂条等修整工具对砂轮进行修整,如图5-18所示。修正的方法是,在砂轮运转时,先将砂条对准凸出的高点稍加用力,将高点大体削平后,沿砂轮外圆表面来回做平行移动。直到表面平整后,再轻轻用力,将表面修整齐平。
如有需要,可修整砂轮圆角,以做之后刃磨卷屑槽时使用。
(3)调整砂轮机托架 松开托架的紧固螺钉,根据刃磨的需要,调整托架角度,一般将托架前端向下转动8°~10°,如图5-19所示。再使托架向前移动,使托架与砂轮的距离调至2mm左右,用手缓慢转动砂轮,符合要求后紧固,待用。
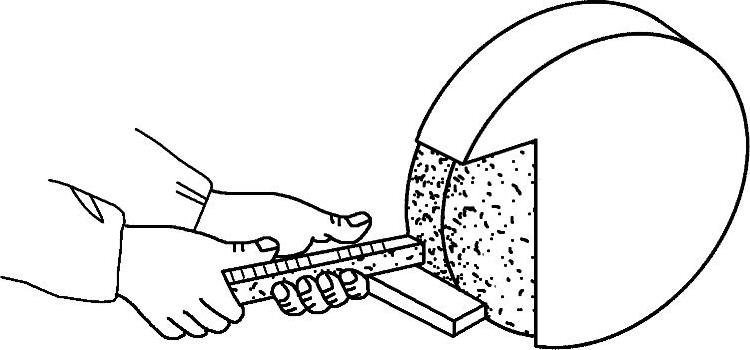
图5-18 用砂条修整砂轮
图5-19 砂轮机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





