奇形工件一般是指形状特殊的复杂工件,这类工件无法用卡盘直接装夹,通常将工件装夹在固定于花盘上、弯板上或专用夹具上。图4-40为加工压铸成形的铝合金弯接头的装夹形式。在修正后的花盘5上,安装弯板8和与弯头角度相同的斜夹具2,以斜面为定位基准,用两个销钉3和六角头螺栓6,将工件定位并夹紧。为增强加工部位的刚性,在工件前端加设可自定心的V形块作为辅助支承。
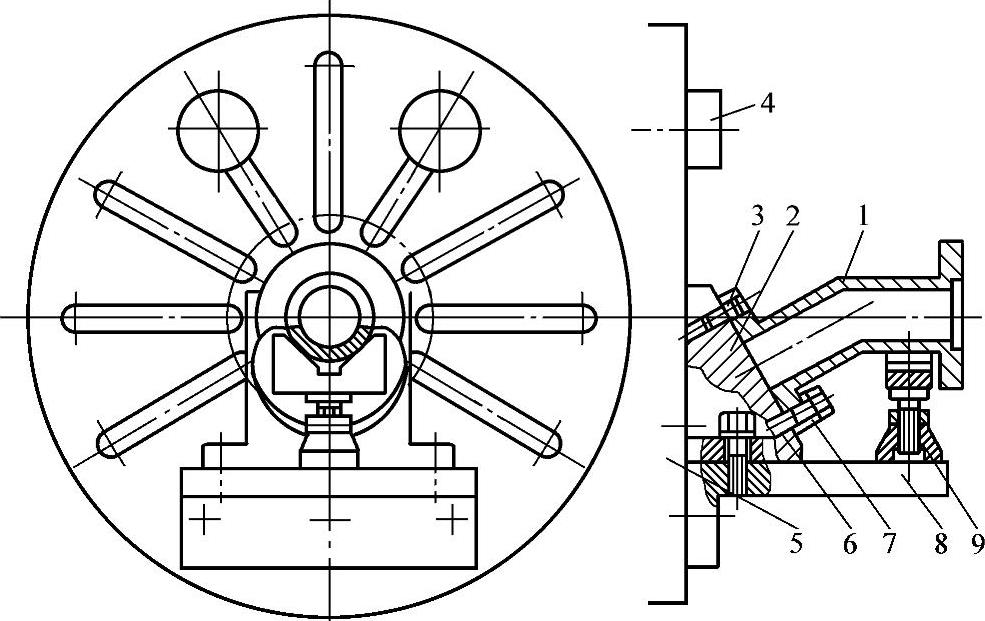
图4-40 铝合金弯接头的装夹形式
1—工件 2—斜夹具 3—销钉 4—配重 5—花盘 6—六角头螺栓 7—垫圈 8—弯板 9—辅助支承
由于工件的基面座在斜夹具的斜面上,无法准确确定弯板和斜夹具以及工件相对于主轴轴线的确切位置,所以应采用划线盘找正对称十字中心线的方法,简单阐述如下:
1)将弯板8大体安装在花盘5相当的位置上,再将斜夹具2安装在弯板8工作面的中心,并紧贴花盘紧固。
2)将划有对称十字线的工件1的基准面装入斜夹具的斜面上,以一面两销定位后夹紧。(https://www.daowen.com)
3)扳动花盘,使工件侧母线置于粗水平位置,将放置在横跨车床导轨上的条形平板上的划线盘的划针与内侧母线重合,并沿着内侧母线平行移动。若侧母线与划针偏离,说明工件与主轴轴线倾斜,应修整或调节斜夹具的斜面角度,使工件侧母线与划针的移动轨迹重合。
4)将划线盘移至相背的侧母线一侧,若划针未与侧母线对齐,说明工件侧母线与车床导轨不平行,这时,将划针高度调至偏离方向距离的一半,并扳动花盘,使侧母线对准划针后,再检测内侧母线;如果与划针对齐,说明侧母线平面与主轴轴线平行。
5)将花盘翻转半周,使划针对准某一侧母线,再将划针移动到相背的另一侧母线,如果产生偏离,则说明侧母线方向的平面不在主轴轴心线上,即应调整工件的上下位置。首先将划针高度调到偏离方向距离的一半,并轻轻振击弯板,使工件沿偏离方向平行移动,将侧母线对准划针,再分别检测两侧母线。若均已对准划针,再将花盘翻转半周;若两侧母线仍对准划针,则说明侧母线方向的平面在通过主轴的水平面上。
6)在进行上述操作的同时,还应采用上述相同的方法,对垂直面左右的对称度进行交叉调整,并反复翻转花盘,检测对称十字中心线都与划针重合,中心孔也必然处于正确的位置。
7)牢固拧紧弯板和斜夹具的紧定螺栓后,再检测对称十字中心线的位置,若仍处于原来的位置不变,即可在首件检验合格后,进行批量生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





