在花盘和弯板(或称角铁)装夹工件是常用的装夹方法,如图4-37所示为车削支承座的装夹方法。在修整花盘2的端平面后,将弯板4安装在花盘2上,再对弯板的安装精度进行检测后,采用一面两销的定位方法,以工件6底平面为定位基准,两个定位销5在工件底座的孔中定位。为增加加工部位的刚度,加设辅助支承3。
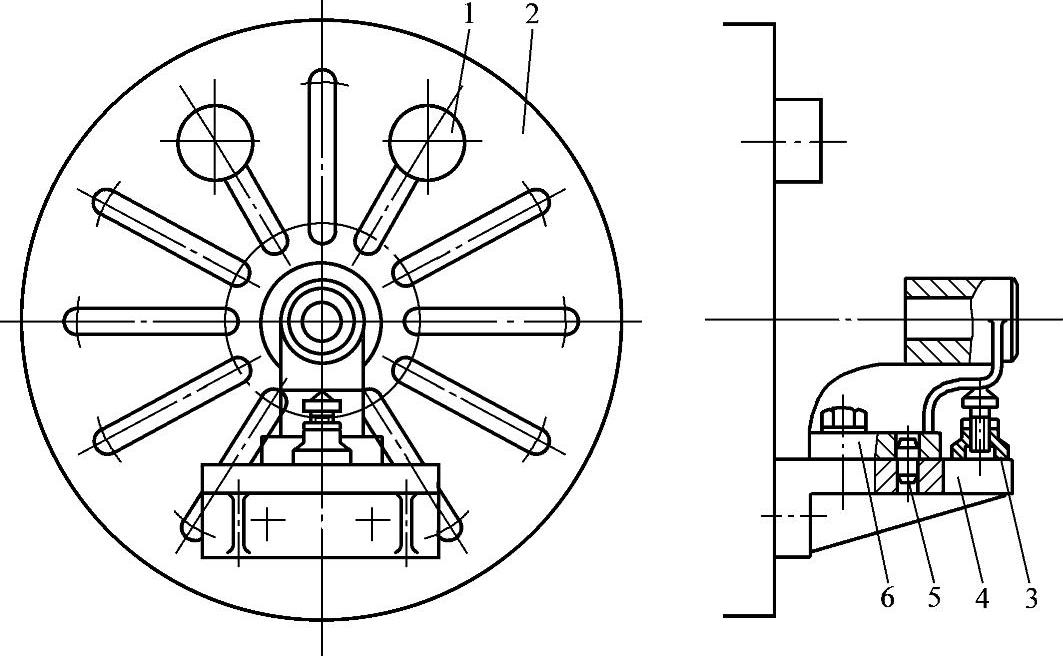
图4-37 用花盘和弯板装夹工件
1—配重 2—花盘 3—辅助支承 4—弯板 5—定位销 6—工件
利用弯板装夹工件的操作要领:
1.保证工件尺寸精度的基本方法
尺寸精度要求高的工件,在采用弯板工作面作为定位基准面时,应进行如下操作:
1)首先精车花盘平面,以获得直线度好的弯板定位平面。
2)在安装弯板时,弯板工作面的尺寸精度和形位精度误差,均应在工件加工精度允差的1/2以下。
3)弯板的定位基准面应进行刮研,要求平直、光洁,与工件基面接触良好,使定位稳定、可靠。
4)应局部调整机床运行精度。车床主轴旋转和床身导轨的相对运动均应满足几何精度和工作精度要求,以保证工件的尺寸精度和形位精度要求。
5)为防止工件切削受力变形,对刚性较差的工件可增设辅助支承。
6)在弯板上装夹工件,必然引起花盘重力的偏心,在机床旋转时,离心力会导致工艺系统的变形和对车床的损伤,所以必须设置配重,以保持运转的平衡。
2.检测弯板安装精度的方法(https://www.daowen.com)
在安装弯板时,弯板的工作面必须与主轴轴线平行,与主轴轴线的垂直高度满足工艺要求,所以必须对弯板的安装精度进行检测,具体方法是:
(1)检测弯板工作面与主轴轴线的平行度误差 其检测方法如图4-38所示,在弯板安装后,搬动花盘,使弯板工作面处于粗水平位置,把固定在中滑板上的百分表测头触及弯板工作面,横向直线移动百分表,并微量调节花盘位置,使百分表指针无明显摆动时,将测头移至弯板工作面中心处,再纵向移动百分表,并观察指针摆动状况。若指针摆动,说明弯板工作面与主轴轴线不平行,这时可在倾斜方向的相应处垫上相应的薄纸或铜片,加以调整,直至百分表指针不动或能够满足工件的精度要求为止。
(2)确定弯板工作面与主轴轴线的垂直高度 在主轴锥孔中插入已知尺寸D的检验棒,如图4-39所示,在消除检验棒的圆跳动误差后,用高度游标卡尺测出检验棒上母线与弯板工作面的垂直距离H1,这时,弯板工作面与主轴轴线的垂直高度 。若H不能满足工件加工要求,则应平移弯板,调整相对位置,直至调整并检测至使垂直高度满足工艺要求后紧固,即确定弯板工作面的正确位置。
。若H不能满足工件加工要求,则应平移弯板,调整相对位置,直至调整并检测至使垂直高度满足工艺要求后紧固,即确定弯板工作面的正确位置。
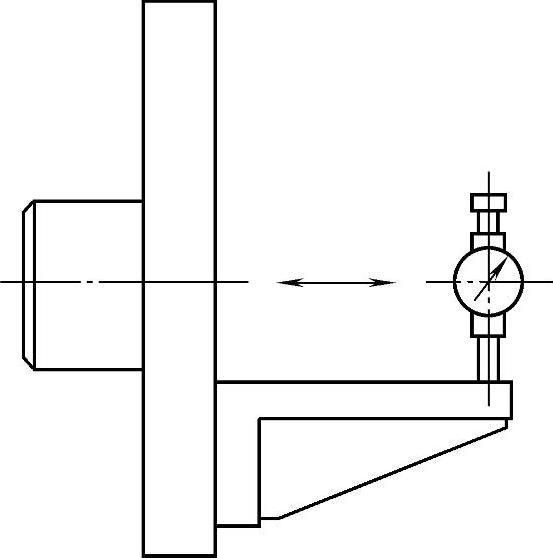
图4-38 检测弯板平行度误差示意图
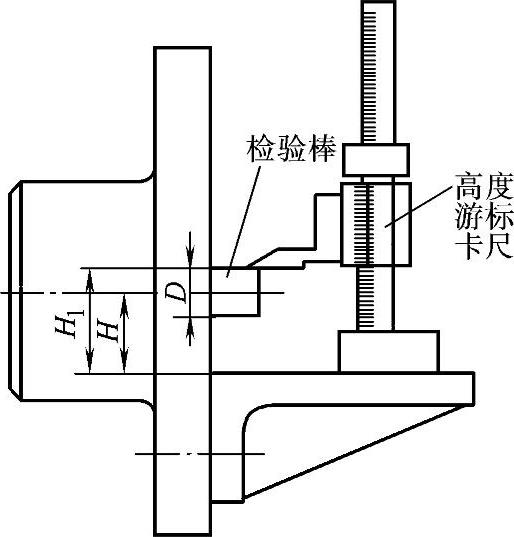
图4-39 测量弯板与主轴轴线的垂直高度
3.注意事项
1)设置配重的质量,只是进行粗略的估算,不可能达到动平衡状态,所以,车床转速不可太高。否则,离心力过大,会引起工艺系统的振动,使工件位置偏移,影响加工质量。
3)选择合适的切削用量,除切削速度外,背吃刀量和进刀量也不能太大,以免引起工件的变形或松动。
4)用弯板装夹工件时,弯板、压板、配重等装夹零件不要凸出在盘外缘,以消除安全隐患。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






