应根据工件的结构特点、加工内容和要求、定位元件的结构和布置方式,并结合工件在加工时的受力状况等综合因素,合理地确定夹紧力的方向、作用点和大小。
(1)夹紧力的方向 夹紧力的方向主要与工件定位基准的配置以及工件所受外力的作用方向等有关。夹紧力方向的确定原则是:
1)夹紧力的方向应垂直于主要定位基准面。通常,工件的主要定位基准面的面积和静态摩擦力较大,精度较高,限制的自由度较多,从而垂直方向的夹紧力所引起的单位面积上的变形程度较小,定位也比较稳定,易于保证加工质量。图4-27为在弯板支承上车孔,要求保证内孔中心线与底面平行,在调节弯板支承面与车床溜板移动的平行度后,将工件底面作为主要定位基准面定位,夹紧力Fw垂直作用于此面上,可保证工件的正确位置。
2)夹紧力的方向应尽量与工件刚度最大的方向相一致,以减小工件变形。有时工件的刚度在不同的方向上是不同的,如图4-28所示为薄壁套筒在精车内孔时的夹紧力方向,若如图4-28a所示,采用三爪自定心卡盘夹紧,由于它的径向刚性较差,夹紧时极易变形。由于工件的轴向台肩刚性较好,采用图4-28b的夹紧形式,以工件外圆和台肩作为定位基准,夹紧力Fw作用在台肩端面上,可避免薄壁筒的变形,内孔的尺寸精度和形状精度也得到保证。
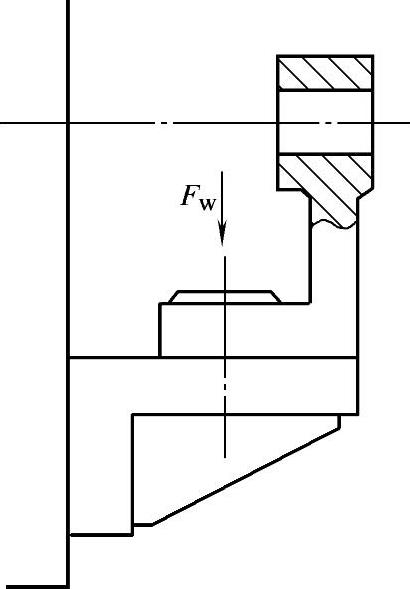
图4-27 夹紧力方向应垂直 于主要定位基准面
3)夹紧力的方向应尽量与切削力和工件重力的方向一致。当夹紧力与切削力和零件自身重力方向均相同时,加工过程中所需要的夹紧力最小,从而简化结构和便于操作。
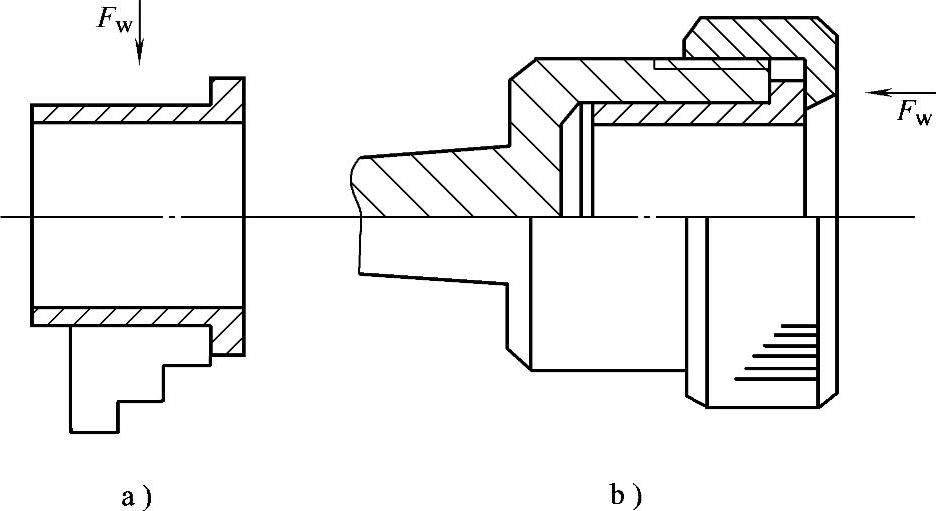
图4-28 夹紧力的方向应减小夹紧变形(https://www.daowen.com)
a)三爪自定心卡盘夹紧 b)以工件外圆和台肩作为定位基准
(2)夹紧力的作用点 夹紧力的作用点与夹紧力的方向有相同之处。
1)夹紧力的作用点应落在支承点或几个支承元件所形成的支承区域内,有时可与夹紧力的方向重合,以保证在夹紧时不引起工件产生位移或偏转,保持工件定位稳定。
2)夹紧力的作用点应落在工件刚度最好的部位,以减小工件的夹紧变形。
3)夹紧力的作用点应尽量靠近切削部位,以减小切削力对工件造成的翻转力矩,提高夹紧力的可靠性;若切削部位刚度不足,可采用辅助支承。
(3)夹紧力的大小 在加工过程中,工件受到切削力、重力、离心力、惯性力的综合作用下,会引起工件的位移和振动。为保持正确的定位位置不变,夹紧力的大小应与这些力或力矩的大小相平衡,即夹紧力的大小必须适当。夹紧力过小,难以保证在加工过程中工件定位的稳定性,可引起工件位置的变动,不仅影响加工质量,还可能造成安全事故;夹紧力过大,会引起工件和工艺系统的变形,也会影响产品质量。
夹紧力的大小除了受切削力等外力的直接影响外,还与工艺系统的刚度、加工余量不均匀以及刀具锐钝状况对切削力的影响有关,因此夹紧力的计算是一个十分复杂的问题,通常只能在静态下利用力学原理并考虑各种因素,对夹紧力的大小进行粗略估算。
有时为增加工件表面与支承面或夹紧面的摩擦因数,往往将支承面或夹紧元件的夹紧表面设置一些沟槽或网纹,以增强阻尼作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






