在机械加工过程中,工件以平面作为定位基准,是常见的定位方式之一,如箱体、机座、支架和板状类零件等。其所用的定位元件应根据定位面的表面状态而定。
(1)毛坯表面 在对铸、锻后的毛坯表面进行粗基准定位时,常采用图4-24所示的定位元件定位。其中图4-24a、b分别为圆头和尖头支承钉,它们与工件接触面较小,定位稳定,但易于磨损。图4-24c为网纹顶面支承钉,可增大与工件的摩擦力。图4-24d、e为可调支承,作为主要定位元件的辅助支承。当毛坯面的尺寸及形状不稳定时,可调节某个支承的高度,使工件取得合适的位置,以便于合理地分配各表面的加工余量和保证装夹的刚度和稳定性。调节合适后用螺母锁紧。
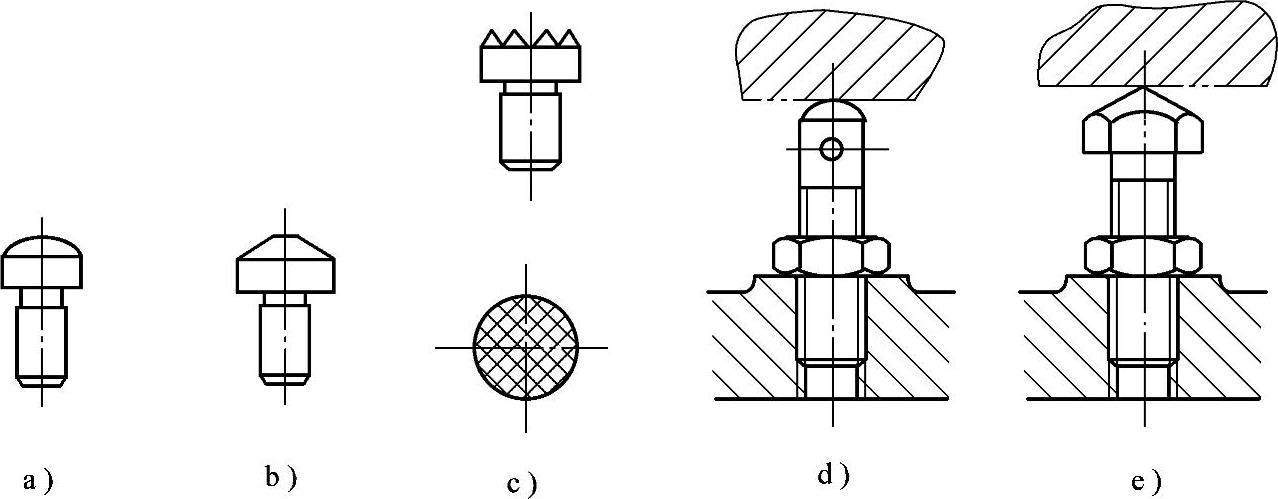
图4-24 毛坯平面定位用支承钉
a)、b)圆头和尖头支承钉 c)网纹顶面支承钉 d)、e)可调支承
图4-25为管接头密封夹箍的加工定位状况,工件是铸造成形,工序内容是车端面、内孔和密封槽。如采用图4-25a的形式定位,在工件放入V形块时,两侧的支承钉就可能产生过定位或欠定位的现象。如采用图4-25b的定位形式,通过可调支承,用以调整与工件的接触状况,即增加了工件的装夹刚性,又可避免过定位等现象的发生。
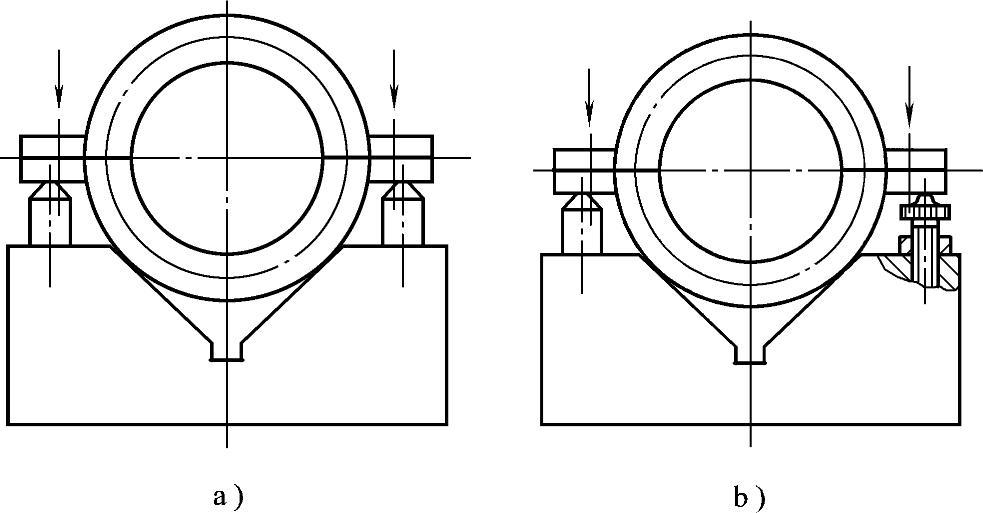
图4-25 管接头密封夹箍的加工定位状况(https://www.daowen.com)
a)形式1 b)形式2
同时应当注意,只有当工件被基本定位后,才能允许可调支承参与工作,而且,在调节可调支承时,应顶力得当,防止产生过定位等现象。
(2)已加工平面 在用已加工平面定位时,可采用多个等高的平头支承钉或支承板,以增加工件的装夹刚度。但在很多场合,多采用较大的连续平面对工件的平面定位,如夹具体平面、花盘和弯板平面等。它们比支承钉、支承板定位的稳定性和装夹刚度更好。
通常,在采用已加工平面定位时,还与其他定位元件配合,实现完全定位。如图4-26所示为轴承座的定位形式,即采用平面定位和圆柱销等组合定位方式。工件底平面座落在弯板5的垂直平面上,限制了三个自由度,圆柱销3限制两个自由度,余下的绕圆柱销3轴线转动的自由度由菱形销1限制,以避免产生过定位。这种定位方式称为一面两销定位,与此相反的还有两面一销定位等。
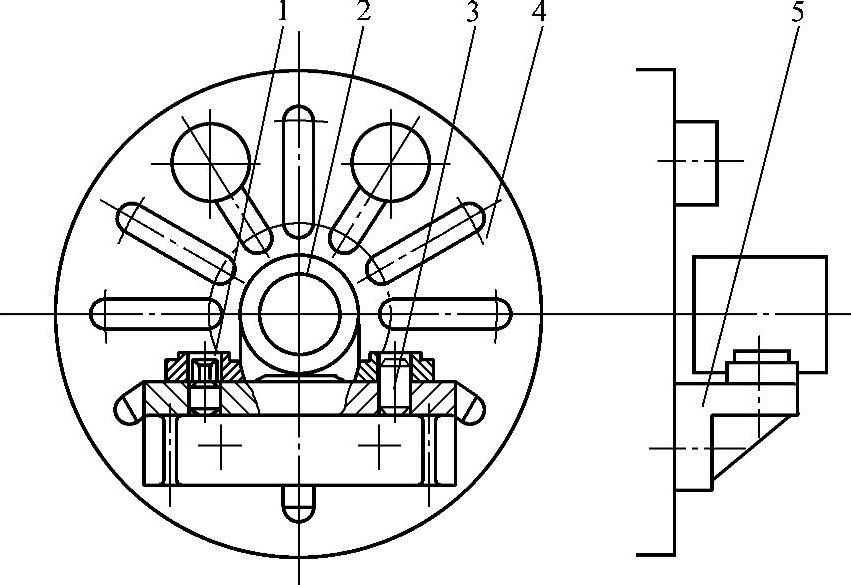
图4-26 一面两销的轴承座定位方式
1—菱形销 2—工件 3—圆柱销 4—花盘 5—弯板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




