工件内孔表面定位时,常采用以下定位方法:
(1)刚性心轴定位 刚性心轴的定位形式如图4-21所示。图4-21a为间隙配合定位心轴,心轴轴肩作水平面定位,限制一个自由度,为避免过定位,应尽量减小轴间的直径。工件采用开口的垫圈和螺母作轴向夹紧,以便于装卸。当定位孔直径较大时,为消除工件端面对孔的垂直度误差,可采用球形垫圈。心轴直径与工件孔一般采用H7/h6、H7/g6或H7/f7间隙配合。为了减少因配合间隙造成工件的定位倾斜,要求工件的定位孔与定位端面之间、心轴的定位圆柱面与轴肩端面之间,都应有较高的垂直度。
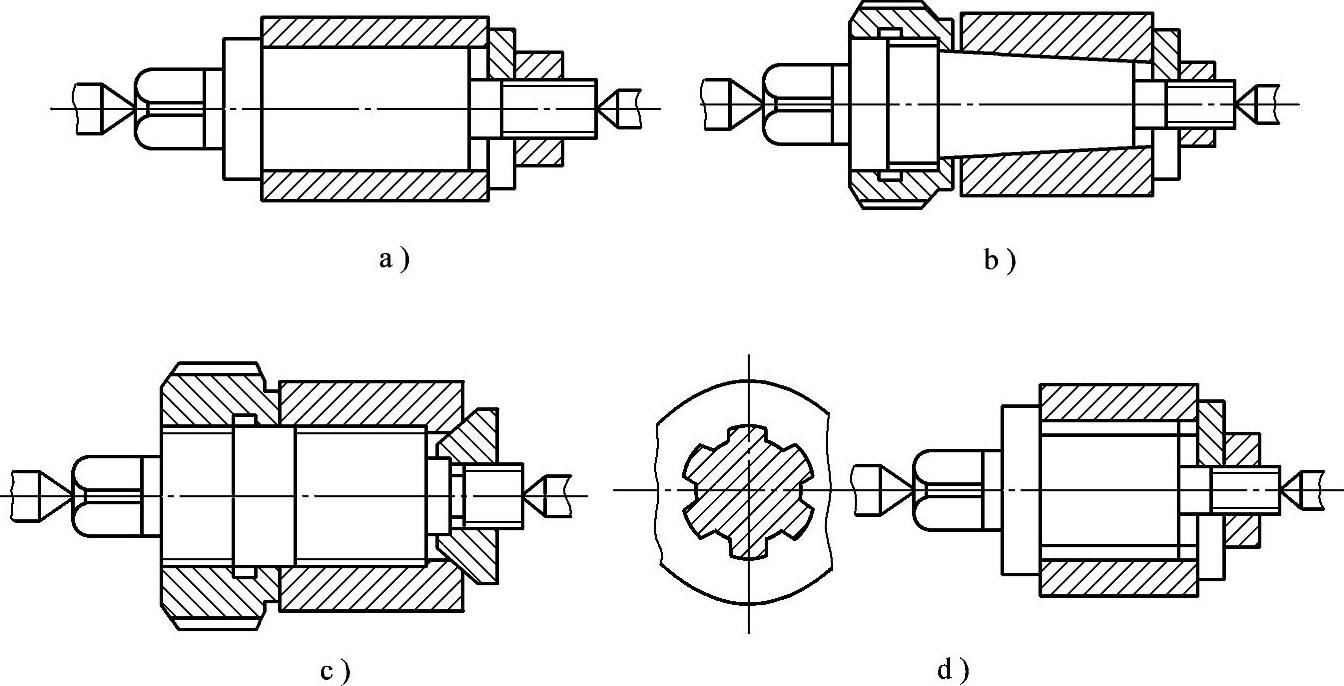
图4-21 刚性心轴的定位形式
间隙配合的定位心轴制造简单,工件装卸方便,但由于配合间隙的影响,定位精度不高,容易产生同轴度误差。
圆锥孔的定位形式如图4-21b所示。当圆锥度较小时,可依靠锥度的自锁力定位,加工完成后,采用后螺母的螺旋力,克服工件对心轴的包紧力,卸下工件;当圆锥度较大时,为了保证定位的稳定,也应采用前螺母作轴向夹紧。
内螺纹的定位心轴如图4-21c所示。为了消除螺纹误差的影响,在心轴的前后都设置了精度较高的定位台肩,使螺纹和锥形垫圈的定位孔同心,以保证内螺纹定位的准确性;为便于卸下工件,在心轴尾部设置螺纹方向与工件相反的后螺母,加工完成后,用扳手使其后退,即可将工件松动卸下。
图4-21d为花键孔的定位心轴。花键心轴的设计应根据花键孔是用外径、内径或侧面定心的要求来确定配合面的部位。为便于安装,花键心轴工作部分的前端可稍带锥度。
 (www.daowen.com)
(www.daowen.com)
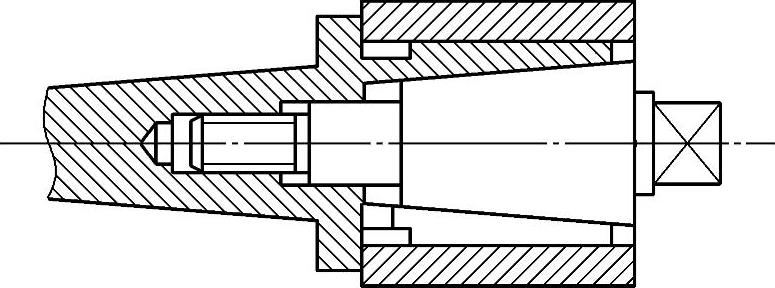
图4-22 自定心胀力夹头
在特殊情况下,刚性心轴也可采用过盈配合的定位心轴,或微锥度定位心轴等。对于小孔的定位,则采用头部带有锥度的圆柱销定位。
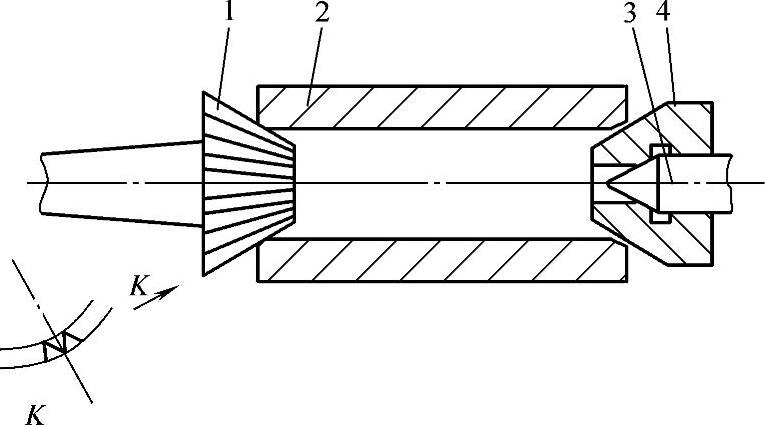
图4-23 外拨动顶尖定位
1—外拨动顶尖 2—工件 3—活顶尖 4—盘形顶套
(2)胀力夹头定位 直径较大的工件,往往采用图4-22的自定心胀力夹头。它的结构特点是将夹头对称铣通窄槽后形成弹性,在圆锥体轴向外力作用下,夹头外径均匀胀大,使工件以内孔表面定位并夹紧。为保证外圆锥体的移动精度,在外螺纹根部设置导向直径。
胀力夹头定心夹紧装置结构简单,使用方便,定位孔直径的微小变化对定位精度的影响很小。但它是专用夹头,只供一种规格的工件使用。
(3)外拨动顶尖定位 长轴类工件,可采用外拨动顶尖1的梅花锥堵顶住内孔的导入端。如果孔径较大,可将盘形顶套套装在活顶尖3的头部,在尾座顶尖力的轴向作用下,使孔沿嵌入梅花锥堵的齿纹,拨动工件2旋转,如图4-23所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






