工件以外圆柱面定位,常采用以下的定位方法:
(1)自定心定位 常用的有三爪自定心卡盘。它既有定位功能,又可夹紧工件。图4-12所示为自定心弹性夹头。在夹头圆周均布三个根部相连的窄槽,使各部都具有均匀的弹性。紧固背帽,内圆锥面迫使夹头收缩,使工件以外表面定位并夹紧。在螺纹前后端分别设置了导向面,以控制背帽内圆锥面的移动精度。这种定心夹紧装置结构简单,使用方便,定位轴直径的一般误差对定位精度的影响很小。只是应根据工件名义尺寸的变化,更换夹头。多用于直径较小的工件。
轴类工件则用双顶尖定心。
(2)V形块定位 用V形块定位的一个特点是,不论定位基准是否经过加工,只要是完整圆柱面或是局部的圆弧面,都可以采用V形块定位。另一特点是对中性好,即工件上定位用的外圆柱面轴线不受定位基准直径误差的影响,始终处于V形块两斜面的对称面上,即工件圆的轴线与V形块两斜面的对称轴线始终重合,使之引起工件的轴线位置沿对称面上、下移动。如图4-13所示,V形块的夹角一般为α=90°,设定位圆半径由r1=25mm减少到r2=24.8mm,观察工件轴线位置的变化。分别作r1、r2的圆心O1、O2对V形块斜面的垂线O1A、O2B,作O2对O1A的垂线O2C,则AC=BO2,O1C=O1A-O2B。在直角等腰三角形O1O2C中, 因为h=O1O2所以
因为h=O1O2所以
那么,定位圆半径由r1=25mm减少到r2=24.8mm时,工件轴线位置的变化量h为

即工件轴线位置只沿V形块斜面的对称轴线EF上下变化,其下移量为0.283mm。所以,对加工表面与外圆轴线有对称度要求的工件,往往采用V形块定位。
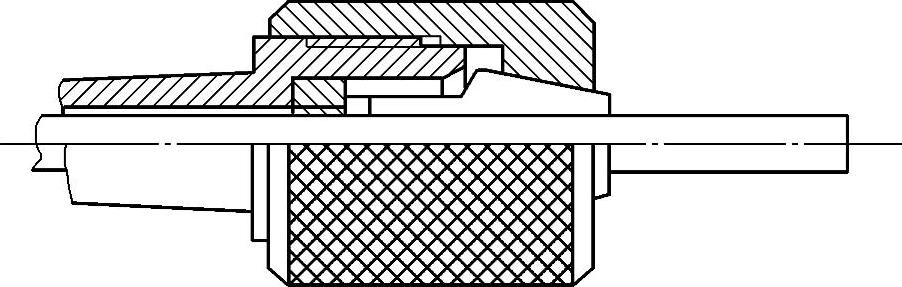
图4-12 自定心弹性夹头
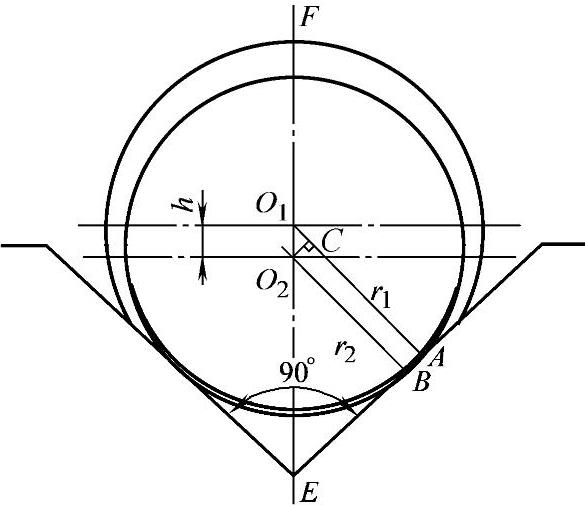
图4-13 定位直径变化对工件轴线位置的影响
根据定位表面的轴向长度,V形块常用的结构形式如图4-14所示。图4-14a是用于精基准定位的短V形块,它仅限制工件的两个自由度;图4-14b是用于较长或相距较远的两个定位面的长V形块,可限制工件的四个自由度;图4-14c是在铸铁底座上镶嵌硬度较高的支承板,多用在大型工件上,以便于加工和维修。
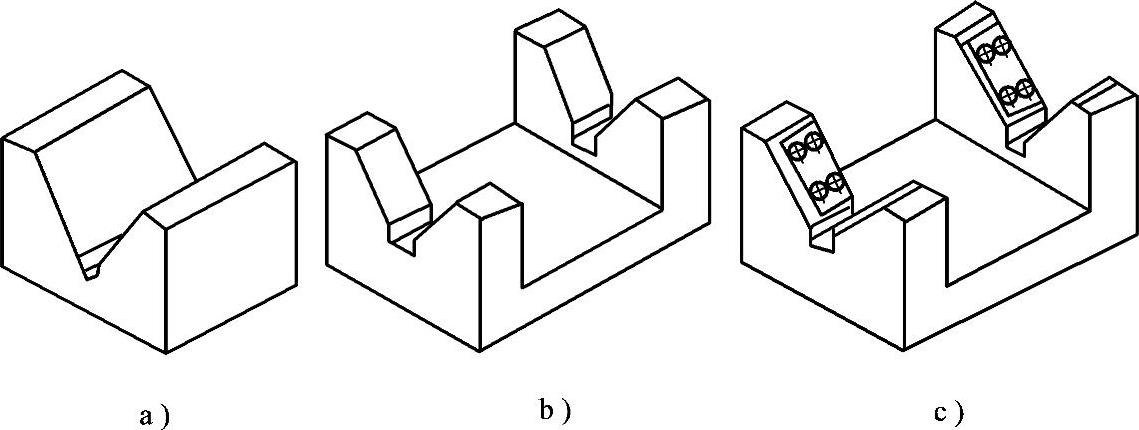
图4-14 V形块的结构形式
a)短V形块 b)长V形块 c)支承板
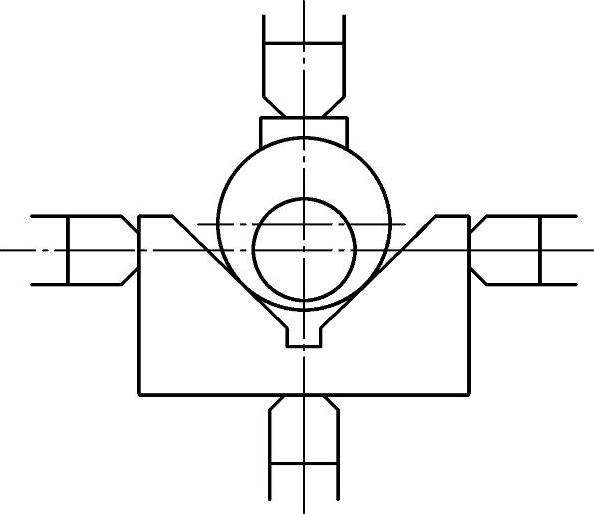
图4-15 用四爪单动卡盘夹持
V形块的使用方法大体有如下几种:
1)用四爪单动卡盘夹持。将V形块放置在四爪单动卡盘上找正,用相邻的三个支承爪夹紧,另一个支承爪夹紧工件,如图4-15所示。它多用于较小的工件。为保证V形块的稳定位置,必要时,可对底爪进行加固。
2)安置在花盘或弯板上,如图4-16所示。定位表面的轴线长度较短时,可采用图4-16a的方法,将V形块直接固定在车床的花盘上;较长时,可采用图4-16b的方法,将弯板固定在花盘上,再将V形块固定在弯板上,找正后夹紧。(https://www.daowen.com)

图4-16 安置在花盘或弯板上
a)安置在花盘上 b)安置在弯板上
3)活动式V形块。V形块有固定式和活动式。如图4-17所示为双孔连杆的夹具,下端为固定式V形块,一般用几个螺钉和两个定位销固定在夹具体上,上端为活动式V形块,它既限制工件转动的自由度,又在工件的对中状态下夹紧。可将它放置在花盘上使用。
(3)定位套定位 用定位套定位常用的方法如图4-18所示,工件的外表面与定位套之间有较小的间隙。图4-18a为短圆柱套定位,限制两个自由度,工件台阶端面限制三个自由度;图4-18b为长圆柱套定位,限制四个自由度,工件台阶端面限制一个自由度,为保证定位的稳定性,一般将定位套孔的中间设置空刀,形成分布于两端的两个环形接触带。
当车削不便于轴向装夹的大型工件时,可采用半圆套的定位装置。如图4-19所示,下半圆套是定位元件,上半圆套可以开合,起夹紧作用。将夹具固定在弯板上,在装卸工件时,打开上半圆套。
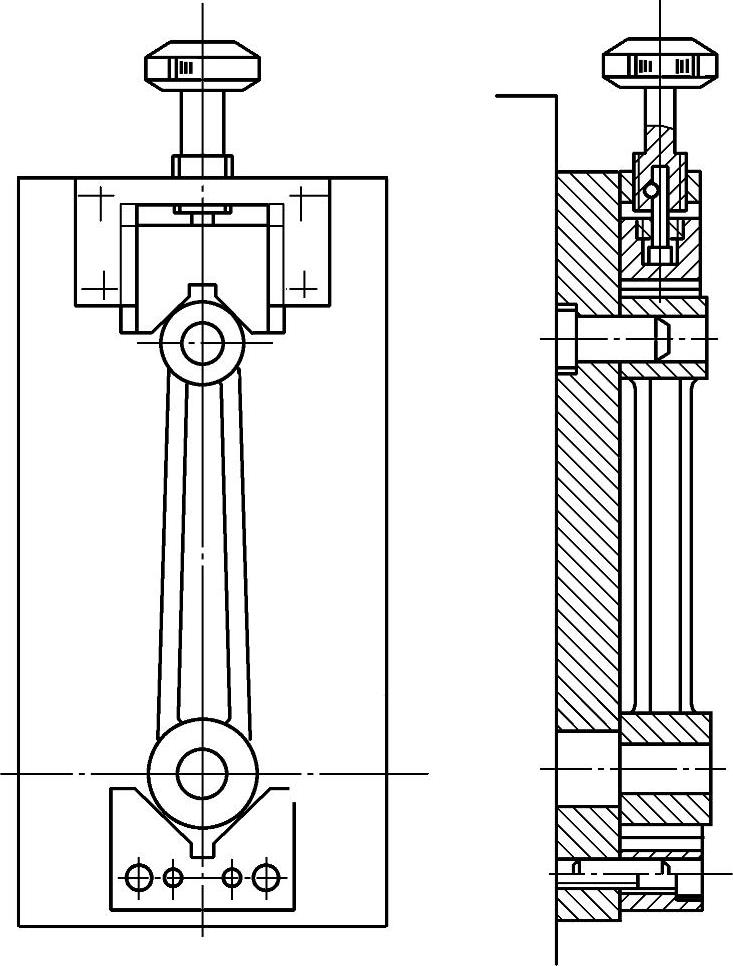
图4-17 活动式V形块
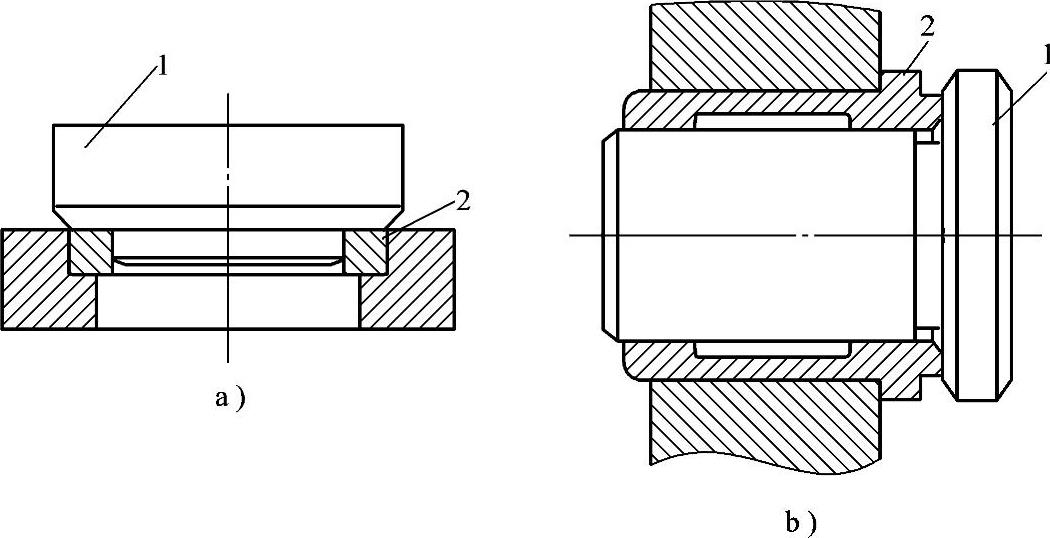
图4-19 半圆套定位装置
a)短圆柱套定位 b)长圆柱套定位 1—工件 2—定位套
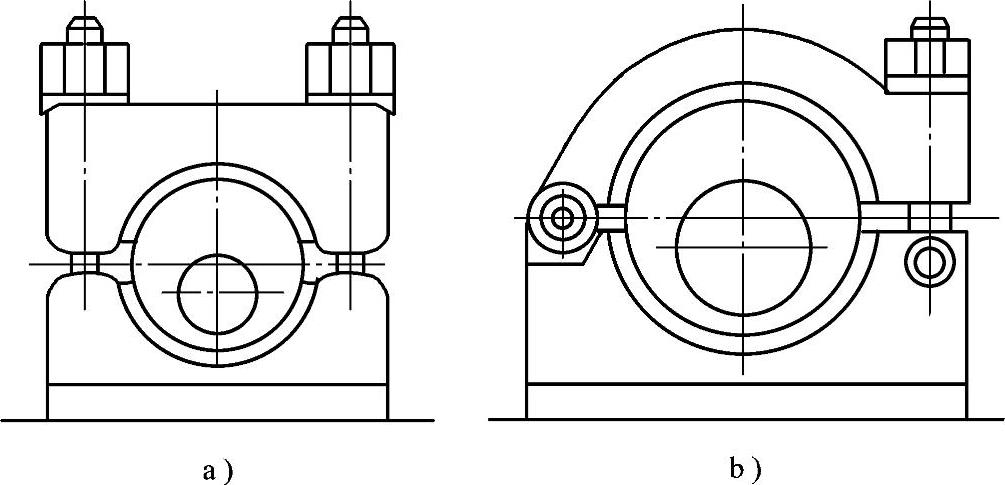
图4-18 定位套定位
定位套定位结构简单,容易制造,但定位精度不高,一般情况下定位套的最小内径应取工件定位基面的最大值,工件定位基面也应不低于IT8~IT9,多用于一般的精基准定位。
有时也可采用开口的定位套定位,其加工精度受工件定位面直径变化的影响较小,只要夹紧的精度较高,即可满足加工要求。
(4)内拨动顶尖定位 在车削轴类工件时,可利用轴端的圆柱面在内拨动顶尖的圆锥孔中定位,俗称梅花锥孔,如图4-20所示。圆锥孔中设有齿纹,在尾座顶尖力的作用下,工件轴头嵌入齿纹,拨动工件旋转。圆锥角一般为60°~90°,锥部硬度为55~60HRC。
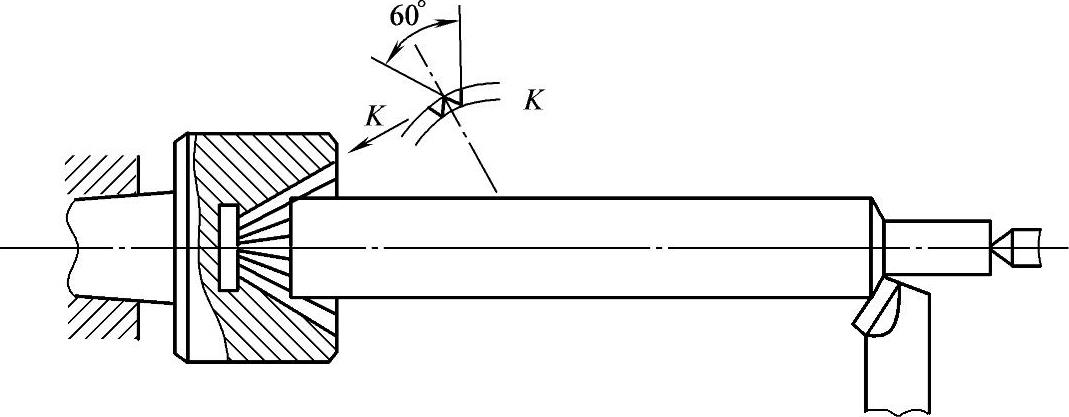
图4-20 内拨动顶尖定位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





