
图4-2 测量基准
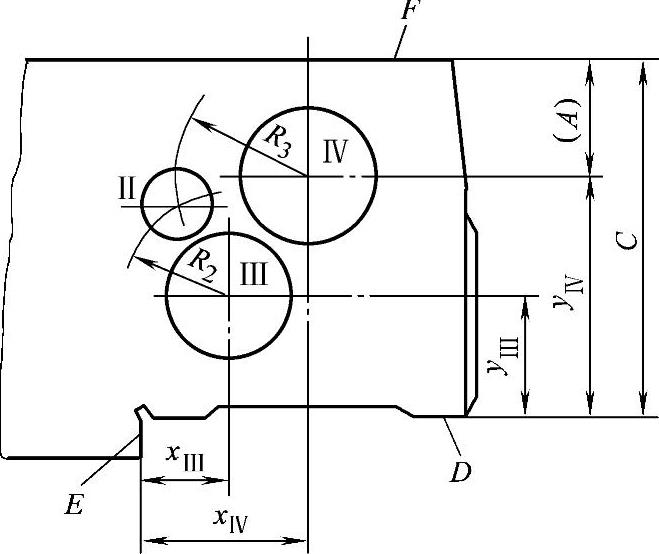
图4-3 主轴箱箱体的设计基准
在切削加工工件时,合理选择定位基准对于保证工件的尺寸和相互位置精度起着决定性作用。定位基准一旦确定,零件其他部分的位置也随之确定。工件在定位时,作为定位基准的点和线,往往由某些具体面体现出来,这些表面称为定位基准面。如用两顶尖装夹的工件,工件两端的中心孔是定位基准面,定位基准是轴心线。
定位基准分粗基准、精基准和辅助基准等。
(1)粗基准 当毛坯进入切削加工的第一道工序时,只能用毛坯上未经加工的某一表面作为定位基准,称为粗基准定位,即粗基准。
在选择粗基准时,应达到以下几个基本要求:首先应保证所有加工表面都能分配到合理的加工余量;其次应保证加工表面和不加工表面之间具有必要的相互位置精度要求,同时还应为后续工序提供可靠的精基准。一般情况下,粗基准的选择原则是:
1)所有表面都要加工的工件,必须保证重要表面的加工余量或使余量均匀,应首先选择重要表面为粗基准。如图4-4所示的床身,因为床身的导轨面要求强度和硬度高而均匀,所以应采用图4-4a的加工方案,先以导轨面作为粗基准,加工床腿底平面,再以床腿底平面作为精基准,加工导轨面。这样,导轨表面只切去薄薄的一层金属,使导轨表面层保留铸造时形成的细密均匀的金相组织和均匀一致的物理力学性能。图4-4b的方案导致重要表面的加工余量不均匀等缺陷。

图4-4 床身加工粗基准两种方案比较
a)正确 b)错误
同时,当工件上每个表面都要加工时,应以余量最小的表面作为粗基准,以保证各个表面都有合理的加工余量。
2)加工表面与不加工表面有位置精度要求时,则应选择不加工表面作为粗基准,以达到壁厚均匀、外形对称等要求。若有好几个不加工表面,则应选择位置要求较好的表面为粗基准。外圆不需加工的筒形铸件,为保证筒壁均匀,应选择外圆作为粗基准,找正后加工内孔,保证了设计要求。
3)应选用强度和刚度较好、平整光洁、有足够的面积和易于定位的工件表面作为粗基准,使工件定位稳定,夹紧可靠,防止工件松动或夹坏。
4)粗基准不能重复使用。由于粗基准定位精度低,在同一尺寸方向上通常只允许使用一次,以后工序应选择精基准定位。(www.daowen.com)
(2)精基准 由经过加工的表面作定位基准,称为精基准定位,即精基准。在机械加工过程中,除起始工序采用粗基准外,一般都是以精基准定位。精基准的选择应从减少定位误差、保证工件加工精度出发,同时考虑装夹方便、降低成本。选择精基准时,一般应遵循以下原则:
1)基准重合原则。为了较容易地保证加工表面对其设计基准的相对位置精度要求,应尽量选用设计基准作为定位基准,称为基准重合原则。这样可以避免因基准不重合引起的定位误差。特别是重要零件的最后精加工工序,更应遵循这一原则。如车床主轴锥孔最后的加工工序应选择支承轴颈定位。
2)基准统一原则。当零件以某一组精基准定位能比较方便地加工其他各表面时,尽可能在多数工序中采用这一组精基准定位,称为基准统一原则。采用这一原则,可保证各加工表面的相互位置精度,避免基准转换产生的误差,简化了夹具的设计和制造,降低了生产成本。如轴类工件的大多数工序都是以顶尖孔作为定位基准;齿轮的加工也多采用齿轮的内孔及基准端面为定位基准。
3)自为基准原则。当零件在精加工或光整加工时,要求加工余量尽可能的小而均匀时,可选用加工表面本身作为定位基准,即自为基准原则。如在导轨磨床上磨削床身导轨时,为了保证导轨面上耐磨层的一定厚度和均匀性,就是用导轨面本身作为定位基准,用百分表找平导轨上的表面,安装后进行磨削。此外,铰孔、珩磨、刮研、浮动镗孔以及无心磨床磨削外圆表面等,都是以加工表面本身作为定位基准的实例。
但是,采用自为基准原则加工时,只能提高加工表面本身的尺寸精度和形状精度,而不能改变加工表面的位置精度。
4)互为基准原则。有些精密零件为了获得均匀的加工余量和较高的位置精度,有时可采用互为基准、反复加工的原则。例如,在加工精密齿轮时,先以内孔定位加工出齿形面,在齿面淬硬后再进行磨齿。但当齿圈进行高频淬火时,淬火变形可能造成齿圈对内孔的同轴度误差。若仍以内孔定位磨齿,变形的误差将导致磨削余量不均匀,由于齿面淬硬层较薄,可能将某处的淬硬层磨去,而有些地方磨不到,从而影响加工质量。要使磨削量小而均匀,应以齿圈为基准,先磨内孔(图4-5),再以内孔为基准磨齿面,使内孔、齿圈互为基准,反复加工。
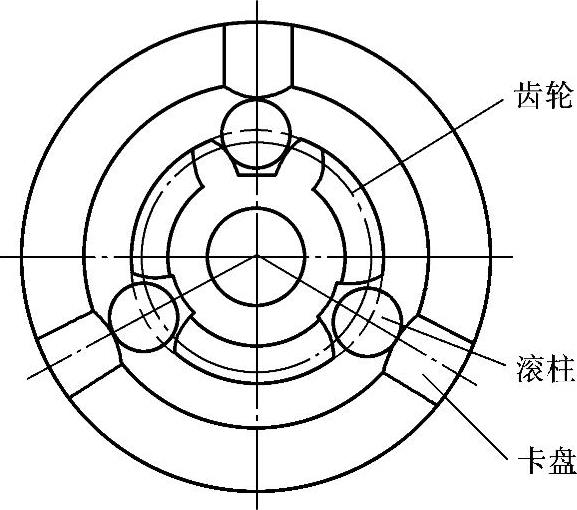
图4-5 互为基准实例
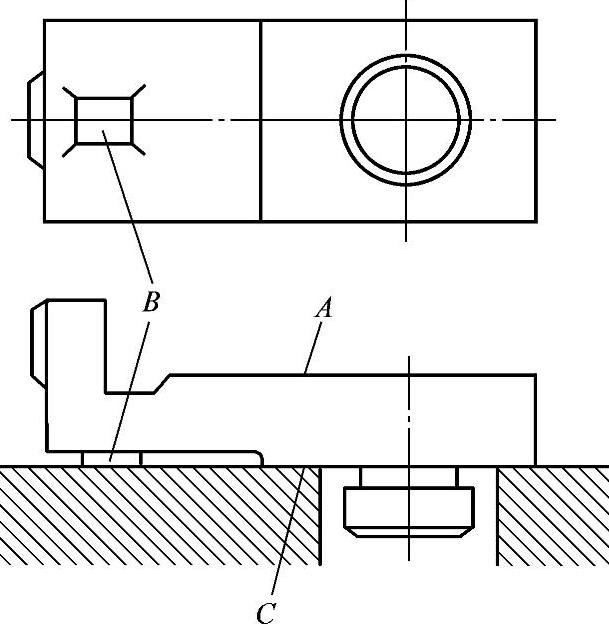
图4-6 辅助基准实例
A—加工面 B—工艺凸台 C—定位面
此外,选择的精基面还应使工件定位准确、夹紧稳定可靠,并操作方便,降低成本。因此,精基面应具有足够的面积和强度。
需要指出的是,上述选择精基准的几项原则,有时是互相矛盾的。例如,保证了基准统一就不一定符合基准重合,选择了互为基准原则就与基准统一原则相违。因此,在运用这些原则时,要根据具体问题,从技术和经济等几个方面进行综合分析,抓住主要矛盾,合理选择。
(3)辅助基准 工件在精定位时,为了保证加工表面的位置精度,应优先选择设计基准或装配基准作为主要定位基准,这些基准一般是零件上具有较高精度要求的重要工作表面。如果工件上缺乏合适的定位基面,或为了定位稳定、基准统一或操作方便,人为地制造或设置专供定位使用的基面,称为辅助基准。如图4-6所示的工件上设置的工艺凸台,以及轴类零件在加工时所用的中心孔等,它们在使用时不起作用,只为满足加工工艺需要设置的,工序完成后有时还得去掉。再如,丝杠的外圆表面,从螺纹副的传动结构来看,是非配合的次要表面,但在丝杠加工过程中,外圆表面是车削螺纹的导向基面,是辅助定位基准,它的圆度和圆柱度误差直接影响螺纹的加工精度,所以只有提高丝杠外圆的形状精度,并减小其表面粗糙度值,才能保证丝杠的加工质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






