为实现工艺过程所必须进行的各种辅助动作而消耗的时间,称为辅助时间。辅助时间包括工件装夹、刀具装夹、机床开、停车、变速与进刀和退刀的空行程、刀架回转以及工件测量等动作所消耗的时间。
在单件和小批量生产时,刀具刃磨、工件装夹等辅助时间往往要占50%~80%的定额时间,即使在成批生产时,辅助时间占有的比例也很大,因此,设法缩短辅助时间也是提高劳动生产效率的重要途径。
1.缩短工件装夹时间
在大批生产时,可采用快速或简易夹具缩短工件的装夹时间。
(1)自定心夹头 如第4章介绍的,当工件以外圆定位时,可采用自定心弹性夹头(图4-12)、弹性筒夹(图4-29),内拨动顶尖定位(图4-20)以及V形块定位(图4-17)等;当工件以内孔定位时,可采用刚性心轴(图4-21)、自定心胀力夹头(图4-22)、外拨动顶尖定位(图4-23)、液塑定心夹具(图4-30)等;当工件以中心孔定位时,可采用两端用顶尖顶或液塑拨动顶尖(图4-31)等快速或简易夹具。
(2)不停车夹头 不停车夹头可在车床运转时装卸工件,省去了停车开车的辅助时间。不停车夹头如第4章图4-32所示。
2.减少工件的测量时间(www.daowen.com)
测量工件也需要一定的辅助时间。在大批生产时,可利用挡铁、挡片以及位移数字显示装置控制工件的直径或长度尺寸。
(1)用挡铁控制工件尺寸 在卧式车床上,常采用横向或纵向挡铁分别控制工件的直径和长度尺寸,但只能在手动进给时采用,以保证行车安全。
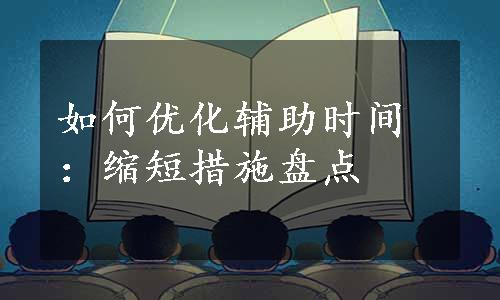
(2)用挡片控制工件长度 当车削长度不大的台肩和内孔时,可采用较薄的挡片控制它们的长度,如图3-26所示。为使挡片具有一定的弹性,挡片一般用磷铜片制作,必要时可设置弹性圆弧。这种定位形式简单易行,可用于长度精度要求不高的场合。
(3)用位移数字显示装置控制工件尺寸 位移数字显示装置通过传感器和数码管等元件,将位移参数转换成电信号,并以数字显示出来,从而自动对车刀的坐标位置进行动态测量。它不仅提高了控制精度,而且减少了停车测量工件的辅助时间。
图3-26 用挡片控制长度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





