1.表面粗糙度
表面粗糙度是指加工表面上具有较小间距和谷峰组成的微观几何形状特征。影响工件加工表面粗糙度的工艺因素有:
(1)几何因素 从工件表面的微观几何形状分析,切削刃与工件相对运动的轨迹即切削刃几何形状在工件表面上的复映,从而形成表面粗糙度。由于已加工表面是由刀具的主、副切削刃切削加工后形成的,两条切削刃相对工件作进给运动时,在已加工表面上遗留下的痕迹,所形成的螺旋面积,即残留面积,如图3-13所示。残留面积与进给量f、背吃刀量ap、刀具的主偏角κr、副偏角κ′r和刀
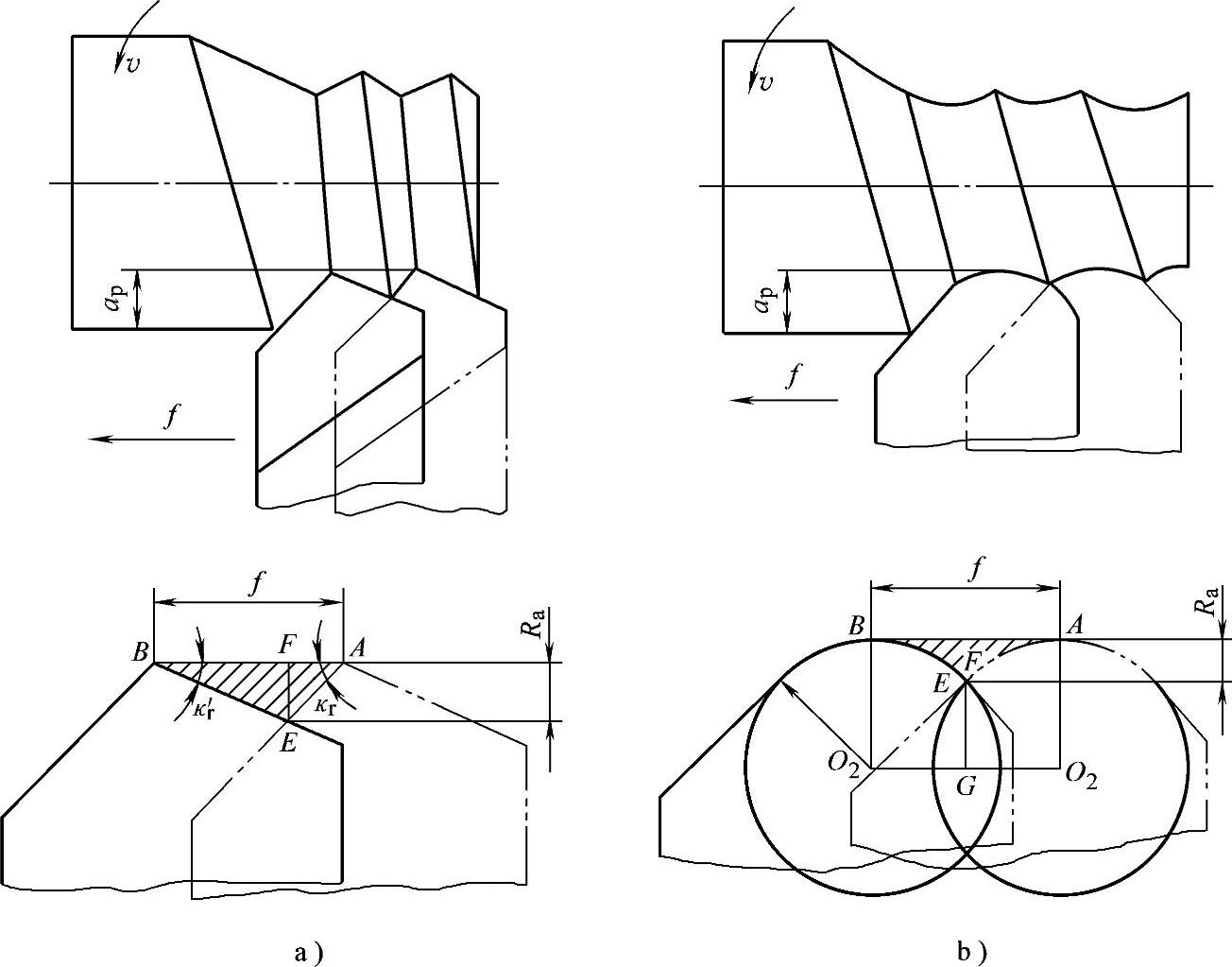
图3-13 车刀进给时产生的残留面积
a)尖头刀 b)圆头刀
尖圆弧半径以及切削刃本身的表面粗糙度有关。从几何因素考虑,残留面积高度的轮廓算术平均偏差(Ra),即为表面粗糙度值。残留面积越大,其高度越高,表面粗糙度值就越大。
(2)物理因素 物理因素即与被加工材料性质及切削机理有关的因素。
1)在切削过程中,刀具刃口磨损产生的钝角及后刀面对工件表面产生挤压和摩擦,使加工表面的金属层发生塑性变形,引起残留面积扭曲,从而造成表面粗糙度值增大。
2)在车削脆性材料时产生崩碎切屑,使已加工表面出现凸凹不平的断裂穴或崩碎痕迹,留下许多麻点,增大了表面粗糙度值。
3)切削过程中产生的积屑瘤既不规则又不稳定,一方面其不规则的硬点部分地代替切削刃切削,留下深浅不一的痕迹,另一方面一部分脱落的积屑瘤嵌入已加工表面,形成不规则的毛刺或硬点,使表面粗糙度值增大。
4)用低速切削时,容易产生鳞刺,即在已加工表面上形成与切削速度近似垂直的横向裂纹,并有鳞片状的毛刺出现,使表面粗糙度值增大2~4级。(www.daowen.com)
(3)机械加工振动 在切削过程中,受切削力的影响,刀具和工件常发生强烈的振动,产生明显的表面振痕,使工件表面粗糙度值增大,严重时还会产生崩刃现象,使表面质量严重恶化。
2.表面层物理力学性能
(1)表面层加工硬化 表面层加工硬化是指工件经加工后,其表层的强度和硬度高于母体产生冷硬层的现象,也称为表面层的冷硬或强化,它是在一定条件下,切削温度使材料软化,更高的温度将引起相变。所以说,加工硬化就是这种软化、相变和硬化综合过程的结果。表面层加工硬化的程度是由产生塑性变形的力、变形速度及变形时的温度决定的。影响加工硬化的主要因素有:
1)刀具几何参数。刀具前角为负值、后角偏小、刃口圆弧半径或刃口磨损时,刀具对工件已加工表面的挤压和摩擦加剧,促使硬化程度和硬化层深度增加。
2)切削用量。增大进给量,切削力、切削热和塑性变形同步增大,使硬化程度和硬化层深度增加;但进给量太小时,切削刃反复挤压已加工表面,也会使加工硬化程度增加。
增大切削速度,缩短了刀具与工件的接触时间,使塑性变形减小,而切削温度的升高,则有助于冷硬的回复。所以,在一般情况下,切削速度增大,硬化程度减小。
3)工件材料。材料塑性越大,切削时产生的塑性变形也越大,硬化程度和硬化层深度也越严重。
(2)表面层残余应力 表面层残余应力是指切削加工后,工件表层残留的压应力或拉应力。切削过程中,在切削力、切削热以及塑性变形的综合作用下,工件的表层金属组织会发生形状、体积或金相组织的变化,从而在金属的表面层与基体间产生相互平衡的残余应力。产生表面层残余应力的主要原因是:
1)冷态塑性变形。在切削力的作用下,表层金属产生的塑性变形,表面沿着切削速度方向产生拉伸变形,金属晶格被拉长,而基体金属却处于弹性变形状态。当切削力消除后,基体金属趋于回复,但受到表层金属的阻碍,因而在表层产生残余压应力,在里层产生残余拉应力。
2)热态塑性变形。在切削热作用下,使工件表面局部温升过高,而基体温度相对较低,从而使工件表面的热膨胀受到阻碍,在表层产生很大的热压应力。当切削过程结束时,表面温度下降,其冷却收缩又受到基体的限制,使表层产生拉应力。切削温度越高,热变形越大,残余拉应力也越大,有时甚至在工件表面产生裂纹。
3)金相组织变化。切削热产生的高温会引起表面层金相组织变化。由于不同的金相组织有不同的密度,表面层金相组织的变化将造成体积的变化。表面层体积膨胀或缩小时,因为受到基体的限制,将分别产生压应力或拉应力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






