刀具误差是指刀具的制造误差、装夹误差及磨损误差造成的加工误差。
1.刀具的制造误差
1)钻头、铰刀、拉刀等定尺寸刀具,它们的制造误差直接反映在工件的加工尺寸上,影响被加工工件的尺寸精度。
2)采用成形车刀车削回转曲面时,被加工表面的形状,一般为刀具几何形状的复映,被加工表面的几何形状精度,直接取决于刀具廓形的形状精度。
3)在车削精度较高的曲面时,成形车刀前角对形状误差的影响很大,如在车削螺纹时,螺纹刀具的前角直接影响螺纹牙型的角度和形状精度。
4)采用成形刀具对工件进行展成加工时,刀具的切削刃形状及有关尺寸和其他技术条件,将直接影响工件的加工精度。
2.刀具的装夹误差
在装夹刀具时,如果产生装夹误差,也将影响工件的加工精度。
1)在车削60°三角形螺纹时,螺纹车刀的刀尖角产生误差,则使螺纹的牙型角产生加工误差;刃磨正确的螺纹车刀,在安装时,如车刀刀尖角中心线与工件轴线不垂直,就会使牙型歪斜,产生半角误差,如图3-5所示。

图3-5 车螺纹时对刀的要求
a)两牙型半角相等 b)半角不等使螺纹牙型歪斜(www.daowen.com)
2)在某些情况下,车刀在装夹时刀尖高于或低于工件轴线,也会产生加工误差。如在车削螺纹时,螺纹车刀的刀尖应该正对工件轴线,如果偏高或偏低,牙型就会出现双曲线的廓形,如图3-6所示。在车削圆锥体工件时,也会产生类似的现象,产生形状误差。因此,在车削这类工件时,应注重刀具的正确安装。
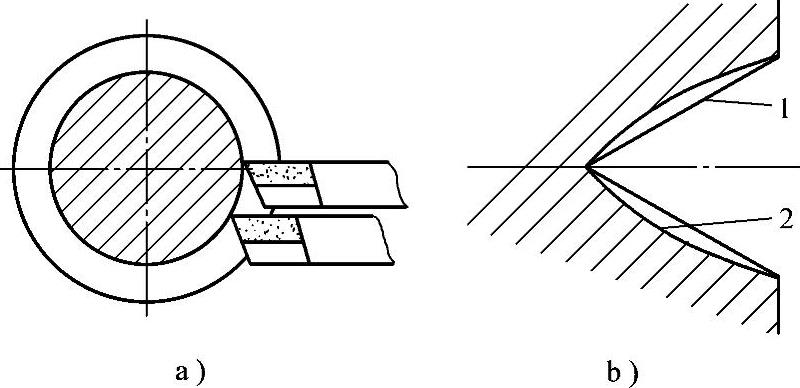
图3-6 装刀高低对加工的影响
1—正确廓型 2—装刀低于工件轴线的廓形
3)在安装铰刀等定尺寸刀具时,如对中精度差,或对中自由度受限时,会产生“正扩切”现象,即工件尺寸比铰刀尺寸大。
3.刀具的磨损误差
在切削过程中,刀具不可避免地会产生磨损,并随着切削量的增大而增大,从而直接影响工件的加工质量。
1)在切削圆柱形内、外表面时,磨损的刀具会使工件产生锥度和尺寸误差,并使表面粗糙度值变大。
2)刀具磨损钝化后,使切削力变大,产生“让刀”现象。比如采用定尺寸刀具加工易于变形的薄壁工件时,容易产生“负扩切”现象,使工件尺寸比刀具尺寸小。
3)用成形车刀加工曲面时,刀具的磨损将直接复映在被加工表面上,产生形状误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






