在某一切削速度范围内,在切削塑性金属时,常常在刀具前面的切削刃处,牢固地粘接着一块与工件材质相同,但硬度高于工件材质2~3.5倍的楔块,这就是积屑瘤,又称刀瘤。
1.积屑瘤的形成过程
在切削塑性金属时,切屑和前面之间的强烈摩擦,产生很高的温度和压力,使前面不断磨损,形成黏附能力较强的新鲜表面;而切屑则在高温高压的摩擦力作用下,底面和上面产生相对滑移,使切屑底面形成流速较慢的滞流层。当它与前面的摩擦力大于金属内部的结合力时,滞流层的流速接近于零时,使被黏附在前面的新鲜表面上,又在后继切屑推动下,滞流层的金属与上层发生剪切滑移而分离出来,并粘接冷焊在前面上,形成积屑瘤的基础。随后,后继切屑流过,新的滞流层在原有的切削条件下,发生新的冷焊,逐层堆积焊合而形成积屑瘤,如图2-12所示。
当积屑瘤长大到一定高度时,随着切削温度的增高,金属的强度降低,当切削温度升至500~600℃时,积屑瘤被软化,便逐渐脱落和消失。所以,积屑瘤的产生、成长和脱落过程是在短时间内进行的,并在切削过程中不断地周期性出现。
2.积屑瘤对切削加工的影响
(1)增大实际切削前角 黏附在刀具前面的积屑瘤,是比被切金属硬得多的硬化金属,能代替刀具进行切削,使实际切屑前角增大到γb,从而减少了切削变形,降低了切削力。
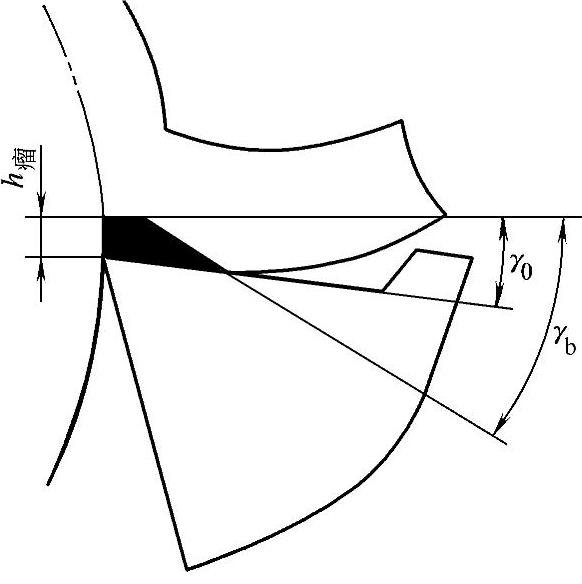
图2-12 积屑瘤
(2)对刀具寿命的影响 积屑瘤覆盖在刀具切削部位,参与切削,从而减少刀具的磨损,保护了刀具,不同程度地提高了刀具的使用寿命。
(3)影响工件的尺寸精度 当积屑瘤增大到突出于切削刃之外时,改变了原来的背吃刀量,使切削厚度增大了,从而影响了工件的尺寸精度。
(4)积屑瘤的不稳定性带来的影响 积屑瘤是极不稳定的,在高温、振动或外力作用下,会发生局部的断裂或剥落,对切削加工产生影响。
1)积屑瘤从产生到成长脱落的周期变化,使积屑瘤不能形成稳定的切削刃,刀具前角和背吃刀量总在变化,从而引起切削状态不稳定,使总切削力忽大忽小,引起切削振动。
2)周期变化的积屑瘤使背吃刀量发生变化,会在已加工表面上划出纵向沟纹;脱落的积屑瘤,一部分被切屑带走,一部分可能嵌入已加工表面,形成毛刺或硬点,使加工的表面粗糙度值增大。(https://www.daowen.com)
3)积屑瘤和刀具表面有很强的结合力,当频繁脱落时,会导致韧性较差的硬质合金刀具的颗粒随之脱落,影响刀具的使用寿命。
3.控制积屑瘤的措施
积屑瘤对切削加工的影响有利有弊,但总不希望它产生,尤其对硬质合金刀,更应避免积屑瘤的产生。控制积屑瘤的措施有以下几点。
(1)降低材料的塑性 切削塑性高、硬度低的金属材料是产生积屑瘤的基本条件。在切屑时,金属变形大,切屑与刀具前面之间的接触面积大,并在高温高压作用下,紧密接触,形成较高的摩擦力,很容易粘接成积屑瘤。因此,在切削这类材料时,应进行降低塑性、提高硬度的热处理,以抑制积屑瘤的产生。
(2)选择合适的切削速度 切削速度是产生积屑瘤的重要原因。在切削塑性高的材料时,应当采用较低的切削速度,切屑流动缓慢,切削温度较低,切屑与前面的摩擦力,尚未超过金属分子的结合力,所以,不会产生积屑瘤;当切削速度较高时,切削温度很高,切屑底层金属变软,摩擦系数明显下降,积屑瘤也不会产生。
实践证明,当切削速度vc=15~20m/min时,切削温度约为300℃左右,平均摩擦系数最大,外摩擦力也最大,积屑瘤的高度hb达到最大值,如图2-13所示。
(3)增大刀具前角 增大刀具前角可减少切削变形,降低总切削力和切削热,使切削温度下降,不容易产生积屑瘤。
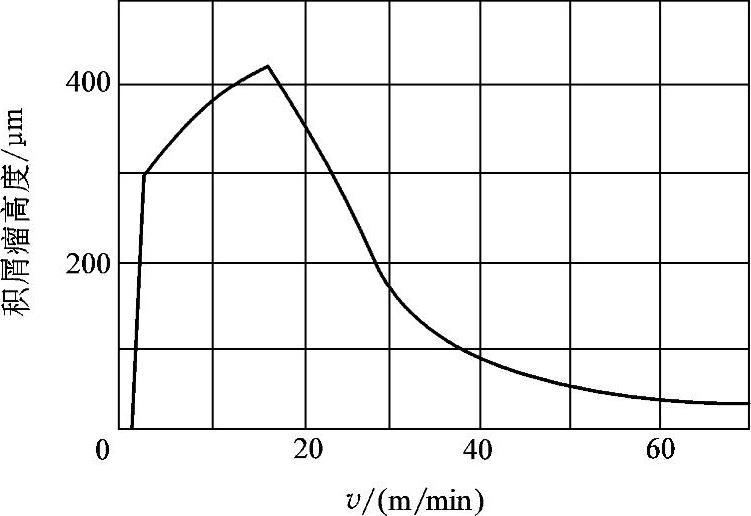
图2-13 积屑速度对积屑瘤的影响
(4)减小进给量 减小进给量,将切削厚度变薄,使切屑与前面之间的摩擦压力减弱,接触长度变短,摩擦系数减小,切削温度降低,也不容易产积屑瘤。
(5)合理使用切削液 合理使用切削液,既能降低切削温度,又可减少切屑与前面的摩擦力,从而抑制积屑瘤的产生。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







