【摘要】:在Fc、Fp和Ff三个力中,主切削力Fc是最主要的力,它消耗了切削总功率的90%~94%左右,所以它是验算机床与夹具中主要零部件的强度和刚性、确定机床电动机功率以及设计和使用刀具的主要依据,也是在切削加工时选择切削用量应该考虑的重要因素。主切削力的近似计算通常主切削力常用金属材料的单位切削力作近似计算。
(1)主切削力 由图2-8可知:由Fp和Ff组成合力Fd,即
F2d=F2p+F2f
由Fc和Fd组成合力F
F2=F2c+F2d=F2c+F2p+F2f,即

式中 F——总切削力(N);
Fc——主切削力(N);
Fp——背向力(N);
Ff——进给力(N)。
在Fc、Fp和Ff三个力中,主切削力Fc是最主要的力,它消耗了切削总功率的90%~94%左右,所以它是验算机床与夹具中主要零部件的强度和刚性、确定机床电动机功率以及设计和使用刀具的主要依据,也是在切削加工时选择切削用量应该考虑的重要因素。
(2)主切削力的近似计算通常主切削力常用金属材料的单位切削力作近似计算。
单位切削力是指在单位面积上的主切削力,即

式中 p——单位切削力(N);(www.daowen.com)
Fc——主切削力(N);
Ac——切削面积(mm)2;
f——每转进给量(mm/r);
ap——背吃刀量(mm)。
主切削力近似计算式为
Fc=pfap (2-13)
式中 Fc——主切削力(N);
p——材料的单位切削力(N/mm2)(表2-2);
f——每转进给量(mm/r);
ap——背吃刀量(mm)。
表2-2 常用金属材料的单位切削力 (单位:N/mm2)
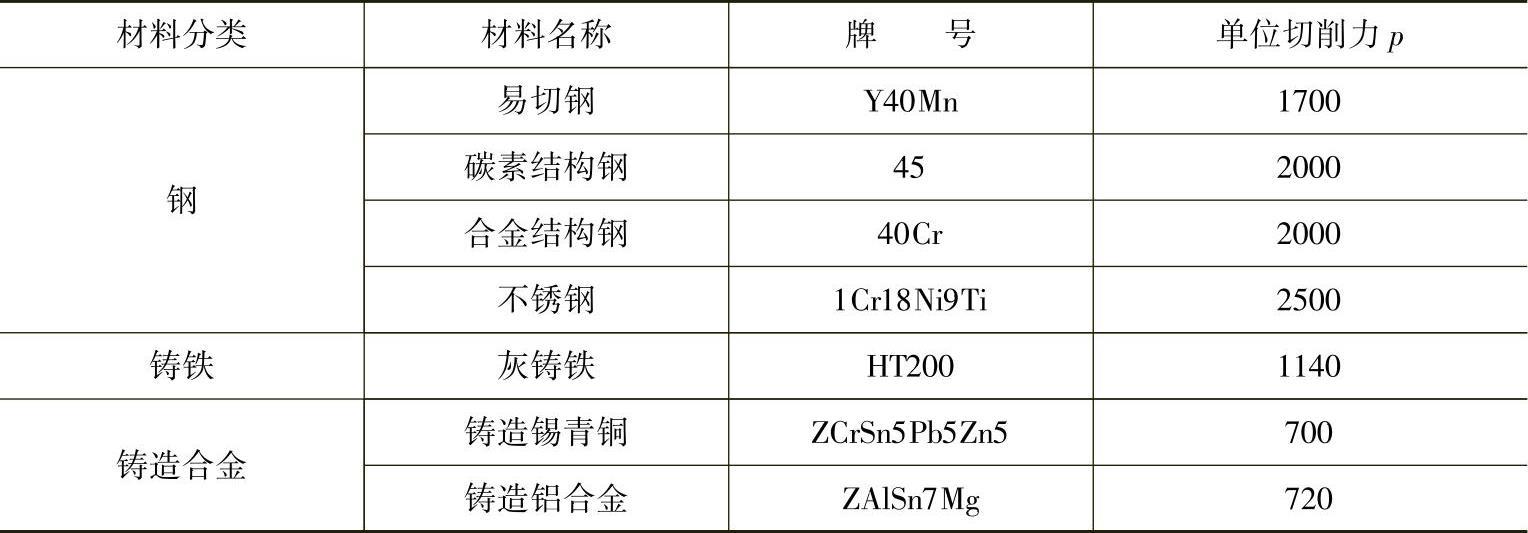
从表2-2中可以看出,不同的材料,由于强度、硬度以及塑性的不同,单位切削力p也随之不同,金属材料的强度、硬度越高,单位切削力就越大;强度和硬度相近的材料,其塑性越大,则单位切削力越大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关师傅教你学车工的文章






