切削力是金属切削过程中最基本的物理现象,是设计机床、刀具和工艺分析的重要依据。切削力是刀具作用在被切削工件上,使材料发生变形,并将多余的金属层变为切屑所需要的力。
1.切削力的来源
切削时作用在刀具上的力主要来源于两个方面(图2-7):
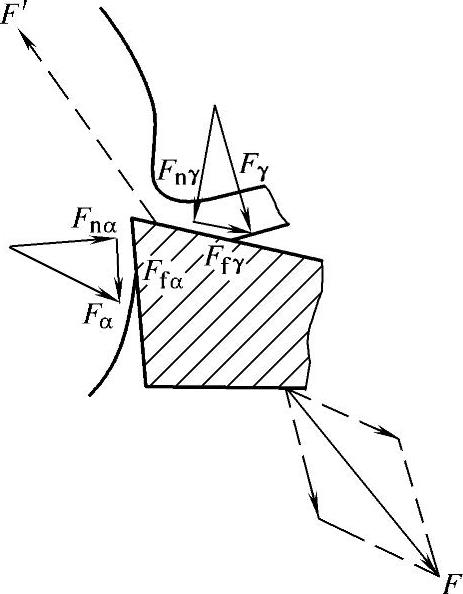
图2-7 切削力的来源
(1)变形抗力 在切削过程中,由于刀具的推挤作用,使材料产生弹性变形抗力和塑性变形抗力,即刀具前面受到切屑底部的正压力Fnr。
(2)摩擦阻力 刀具前面与切屑之间摩擦阻力Ffr以及后面与被切削表面之间的摩擦阻力Ffa。
由变形抗力和摩擦阻力形成作用在刀具上的切削合力F,称为总切削力。其反作用力F′作用在工件上。
2.切削力的分解(https://www.daowen.com)
由于总切削力的大小和方向不易测量,为了便于分析切削力的作用和计算切削力的大小,通常把总切削力F分解为三个相互垂直的分力Fc、Fp、Ff,如图2-8所示。
(1)主切削力Fc如果我们把车刀摆放在刀架上,并接触转动的工件时,车刀会被工件打落在垂直于地面的方向上,这个把车刀打落的力叫切向力。切向力是沿着切削速度方向上的力,这个分力最大,是主要切向力,所以又称主切削力Fc。它是总切削力F在主运动方向上的分力,是计算机床主运动机构和刀杆、刀片强度以及设计机床夹具、选择切削用量的主要依据。
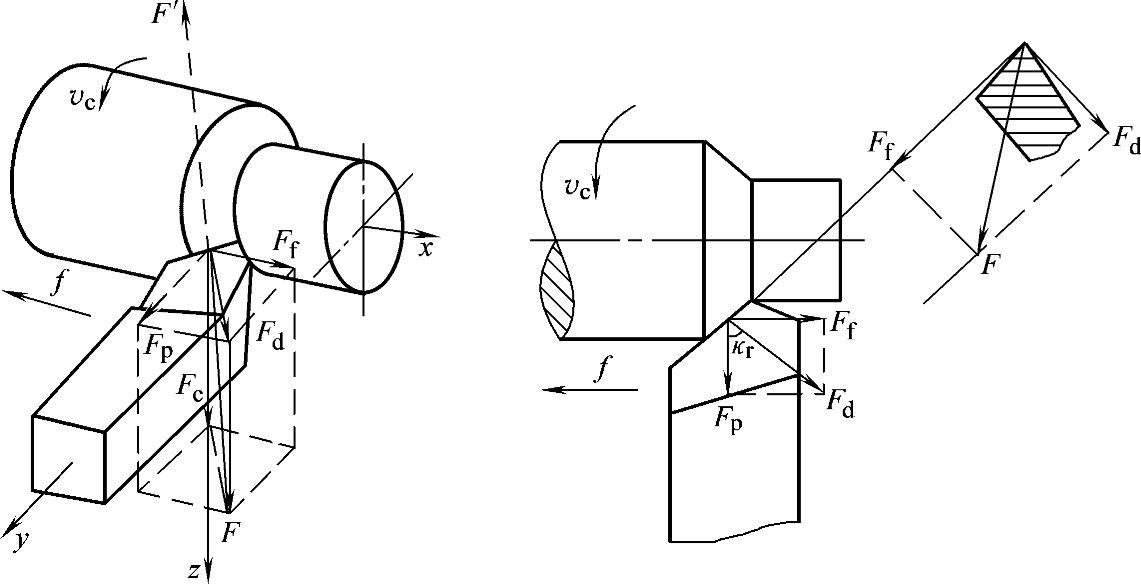
图2-8 切削力的分解
(2)径向力Fp如果车刀没有夹紧,这时,当车刀径向移动并接触工件时,车刀就会后退,这个使车刀后退的力叫径向力,又称背向力Fp。它是总切削力垂直于进给运动方向上的分力。当纵车外圆时,在该方向上无相对运动,但它作用在机床工艺系统刚性最差的方向上,使工件在水平面内弯曲,容易引起切削振动,从而影响工件的尺寸精度和形状精度。
(3)轴向力Ff如果车刀没有夹紧,当车刀轴向移动并接触工件时,就会被切削表面推向倾斜,这个力就是轴向力,是总切削力在进给方向上的分力,又称进给力Ff。它作用在进给方向上,消耗功率少,也不容易引起工件的变形。主要用于验算车床进给系统主要构件的强度。
在切削过程中,刀具、工件和机床在这三个方向上的承载力必须分别大于这三个力,才能切下切屑,达到切削的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




