通过本示例分析,读者可以进一步理解和学习组态王如何与西门子公司PLC通信,如何完成一个生产工艺过程监控面的设计等问题,通过该事例,读者还可举一反三地具备组态王软件与其他厂商PLC构造上、下位机的能力;还应拓展掌握其他通用组态软件产品与PLC通信设置的一般方法。
7.3.3.1 工艺要求分析
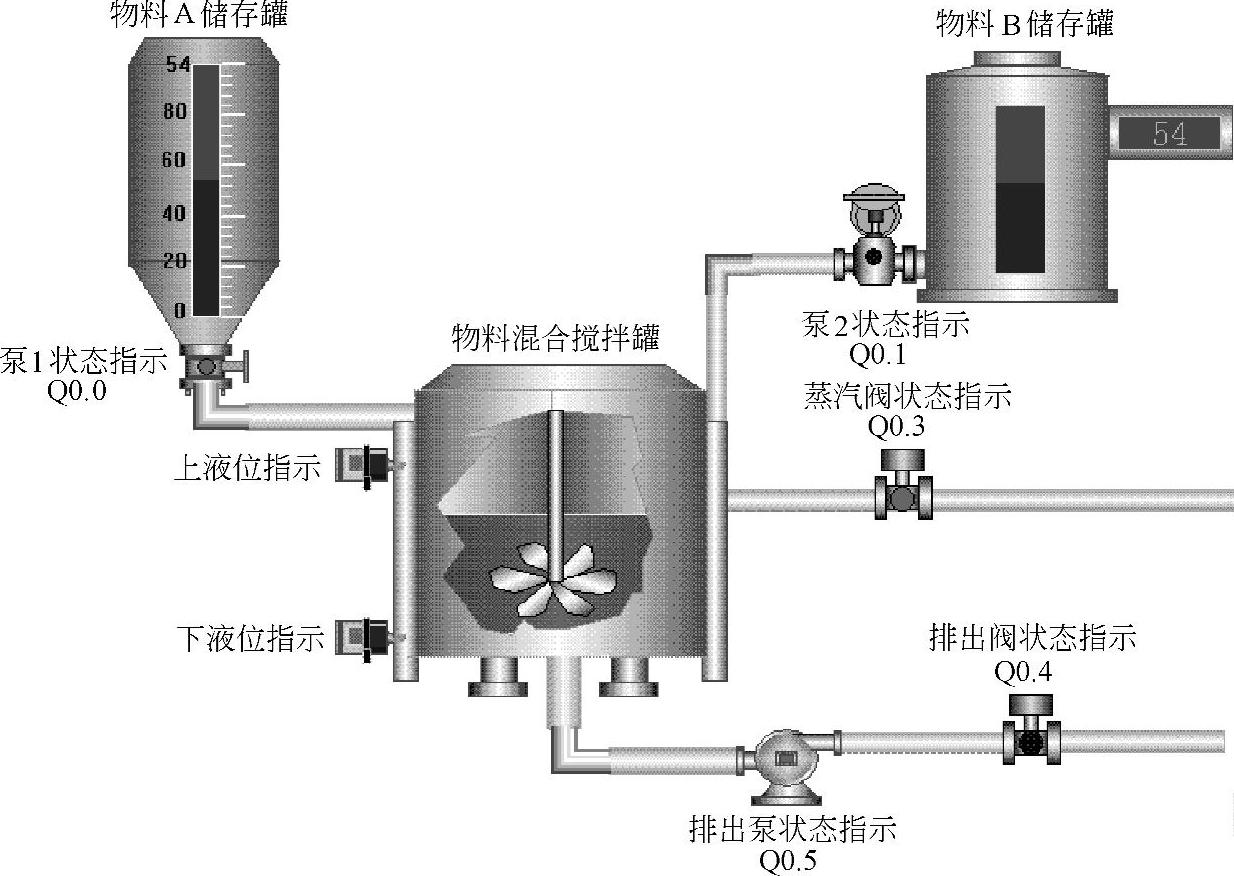
某生产过程工艺是:两种液体物料A、B,通过泵控制进入液体混合搅拌罐中;混合液体通过通入蒸汽加热,并通过电动搅拌器搅拌,同时加热与搅拌需自动定时控制;搅拌罐具有上、下限位控制,即当搅拌罐内液位达到上限位时,应自动关闭进料控制电磁阀;搅拌定时时间到,控制系统自动将混合液体排出,直至下限位信号动作,排料结束。排料采用电磁阀和排料泵共同完成;系统工艺过程示意图如图7-88所示。
7.3.3.2 PLC控制程序分析
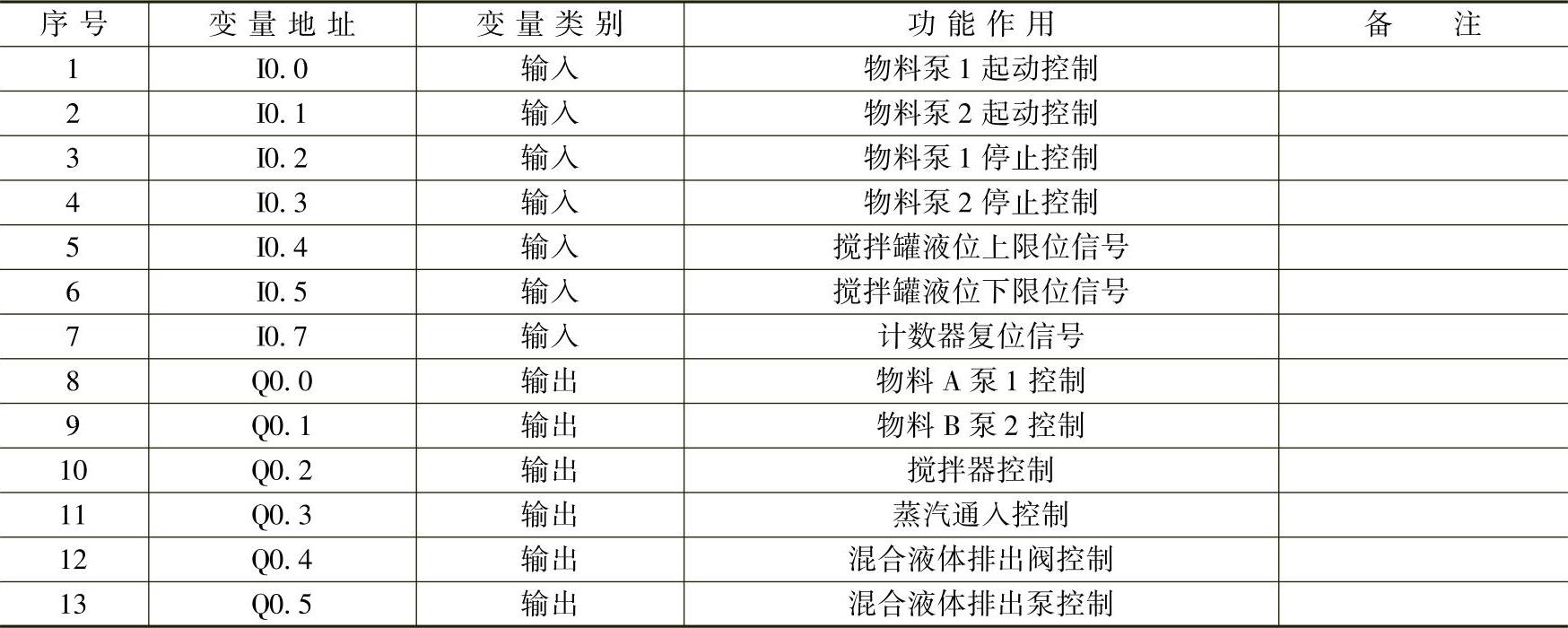
根据工艺要求,本设计采用西门子公司S7-200PLC编制程序,该程序自动完成12次的混合搅拌过程。其中,物料A、B的控制采用手动控制,加热、搅拌、排料、上限溢出采用自动程序控制。PLC输入/输出(I/O)变量见表7-1。基本程序及其功能见程序注释说明。
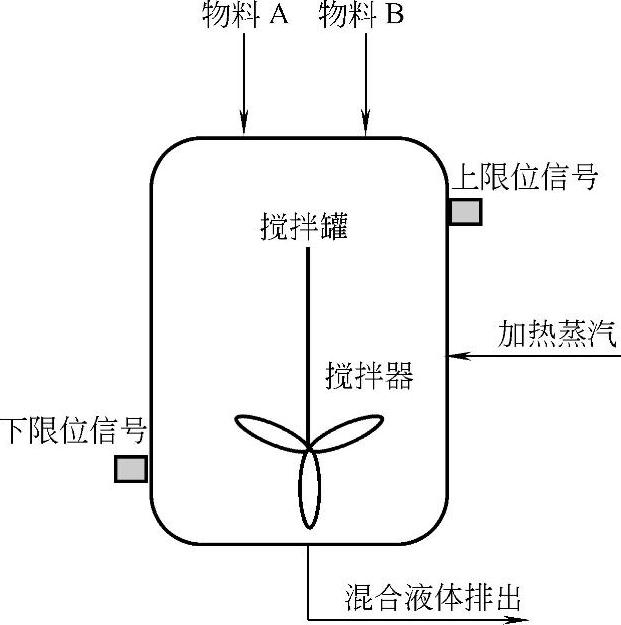
图7-88 系统工艺过程示意图
表7-1 PLC输入/输出(I/O)变量表
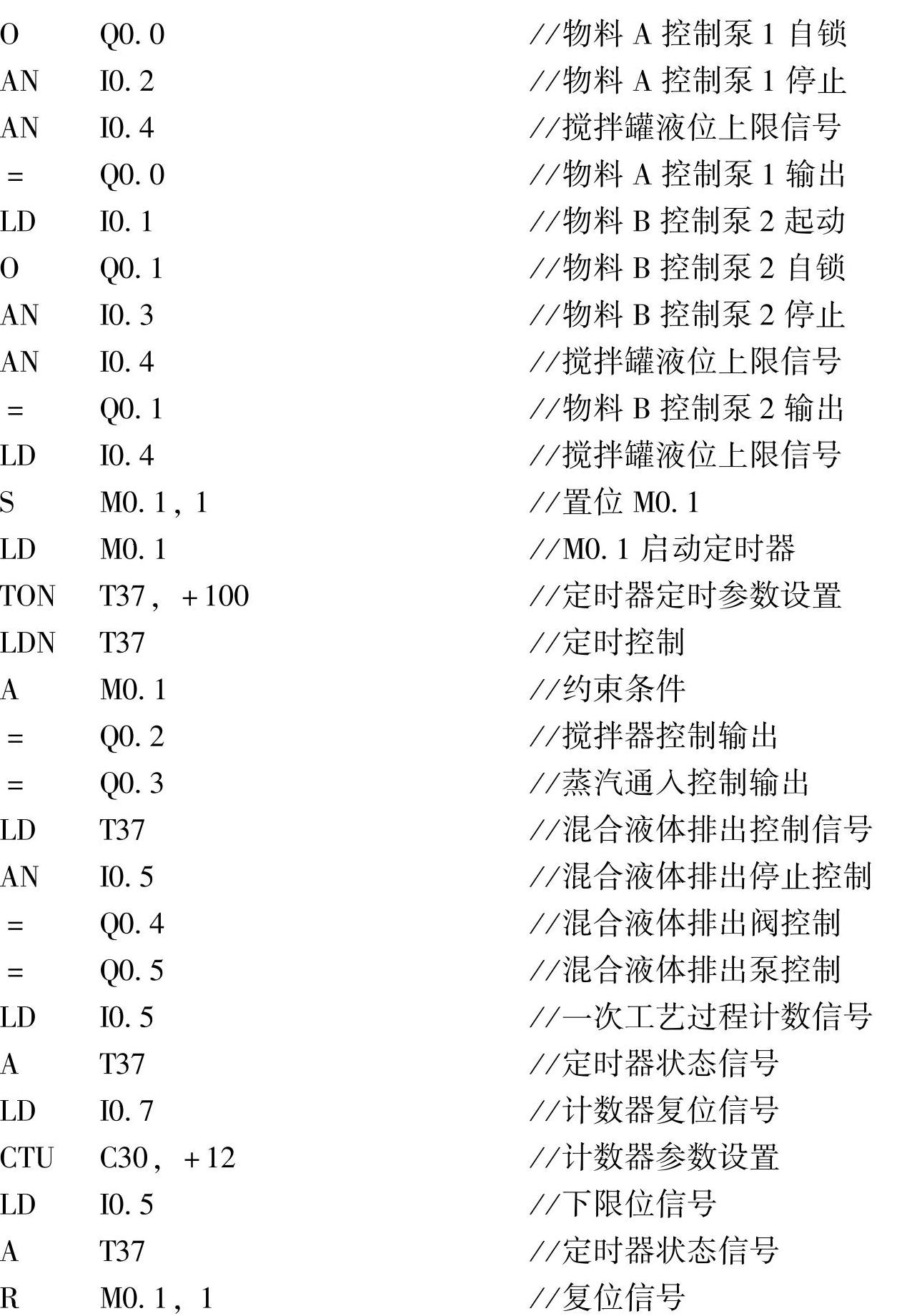
其程序清单如下:
程序 程序注释说明

7.3.3.3 设备定义与数据变量定义
采用西门子公司S7-200PLC实现工艺过程控制,根据前述知识,可以在组态王相应的对话框中分别完成设备定义和数据变量定义等工作。(www.daowen.com)
表7-2为组态王中定义的变量与西门子公司S7-200PLC中物理变量的对应关系。建立这样的对应关系后,系统运行时,组态王数据库中相应变量状态变化直接反映工艺过程中各个实际物理量的变化,根据这些变量的状态,可以构造相应的动态效果,实现工艺过程的可视化的监控。
7.3.3.4 静态工艺画面与动态连接设计
1.静态工艺画面组态分析
表7-2 组态王变量与西门子公司S7-200PLC中物理变量的对应关系

根据工艺分析,构造静态工艺画面草图;利用组态王绘图工具制作图7-89所示的人机界面。
其中,相关图素(如泵、阀、搅拌罐等)可从组态王图库中调用,也可从快捷工具箱中取用,如管道等。
2.动态连接与测试
通过变量连接,将静态工艺画面中的相关图素与PLC控制程序中的相关变量连接起来,实现上下位机的通信,即实现工艺过程的动态显示。
本例中各变量的状态选择“闪烁”功能动态表征工艺过程的状态,即若Q0.0为高电平,则对应的控制物料A的泵1有“闪烁”图素动画显示,借此表征泵1的工作状态。图中,为便于初学者学习,同时也给出了实际连接的PLC变量,如在泵1状态指示下的Q0.0。
液位变化采用填充效果实现,当物料A和物料B向罐内注入时,罐内液位向上填充;当向外排出液体时,定义向下填充;同时,物料B的液位设置了文本显示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





