1.电动机 -△减压起动控制实例
-△减压起动控制实例
(1)基本工作过程 对于较大容量的交流电动机,起动时可采用 -△减压起动。电动机开始起动时为
-△减压起动。电动机开始起动时为 联结,延迟一定时间后,自动切换到△联结运行。
联结,延迟一定时间后,自动切换到△联结运行。 -△转换用两个接触器切换完成,由PLC输出点控制。
-△转换用两个接触器切换完成,由PLC输出点控制。
(2)输入/输出点分配
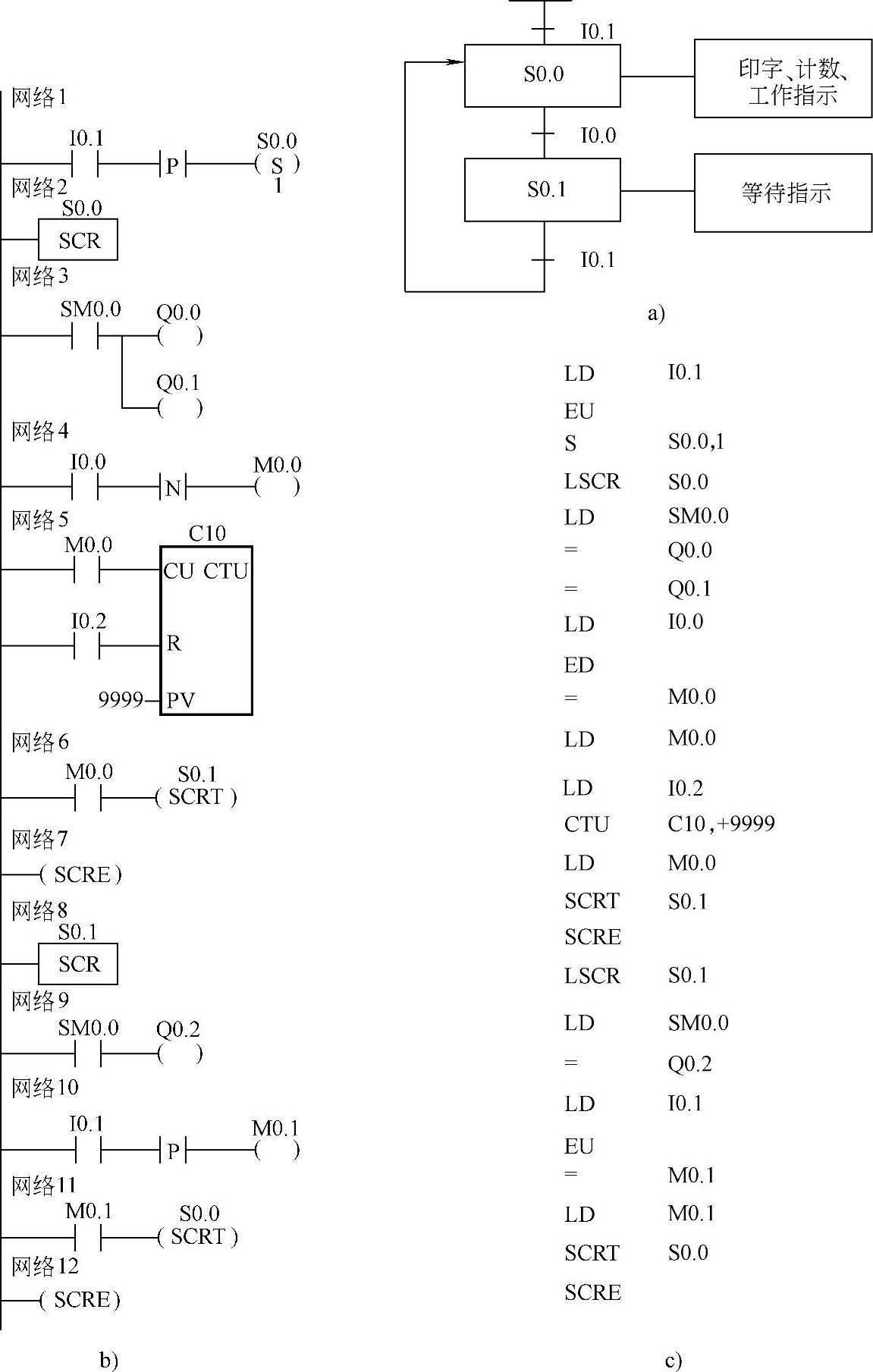
图3-59 钢管印字控制程序及功能图
a)功能图 b)梯形图 c)语句表

(3)控制梯形图程序 如图3-60所示。
(4)工作过程分析 按起动按钮I0.0,Q0.0和Q0.1得电并自锁,主接触器和 接触器吸合,电动机为
接触器吸合,电动机为 联结而起动,同时T37得电延时,5s后
联结而起动,同时T37得电延时,5s后 接触器断电,△接触器吸合,电动机为△联结而运行。按停止按钮I0.1,电动机停止运行。
接触器断电,△接触器吸合,电动机为△联结而运行。按停止按钮I0.1,电动机停止运行。
2.自动分拣大小球控制实例
(1)基本控制过程 图3-61为一台分拣大小球的机械臂装置。它的工作过程是:当机械臂处于原始位置时,即上限位开关SQ1和左限位开关SQ3压下,抓球电磁铁处于失电状态。这时按动起动按钮SB1后,机械臂下行,碰到下限位开关SQ2后停止下行,且电磁铁得电吸球。如果吸住的是小球,则大小球检测开关SQ为ON;如果吸住的是大球,则SQ为OFF。1s后,机械臂上行,碰到上限位开关SQ1后右行,它会根据大小球的不同,分别在SQ4(小球)和SQ5(大球)处停止右行,然后下行至下限位停止,电磁铁失电,机械臂把球放在小球箱或大球箱里,1s后返回。如果不按停止按钮SB2,则机械臂一直工作下去。如果按了停止按钮,则不管何时按,机械臂最终都要停止在原始位置。再次按起动按钮后,系统可以再次从头开始循环工作。
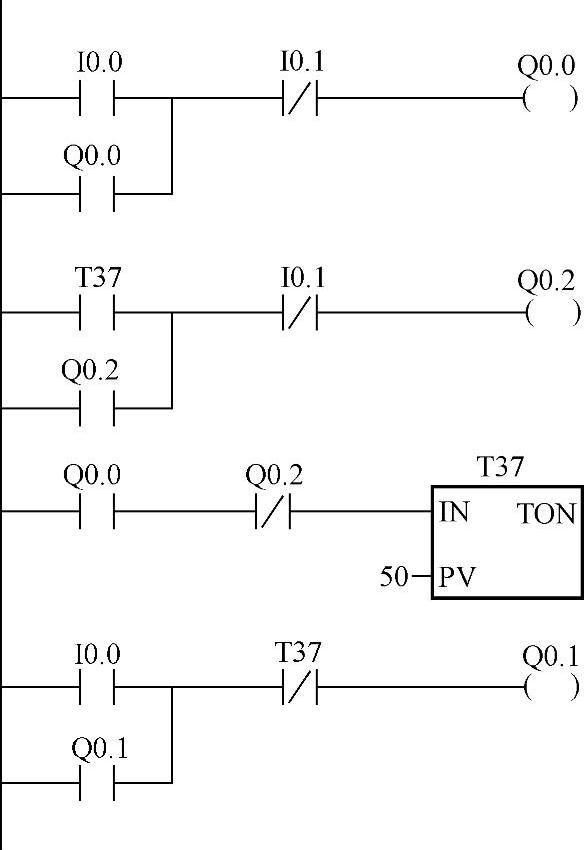
图3-60 电动机 起动控制梯形图
起动控制梯形图
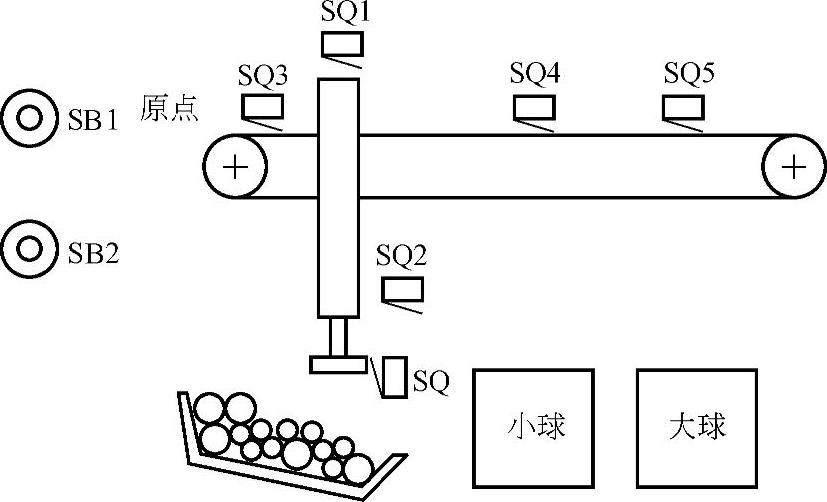
图3-61 机械臂分拣装置示意
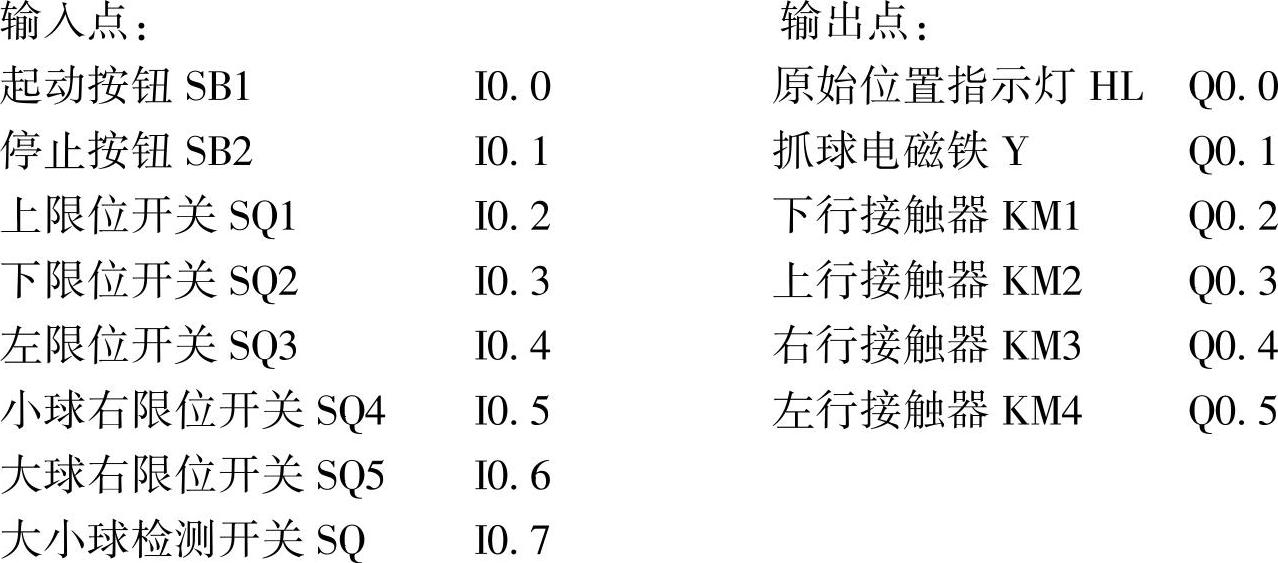
(2)输入/输出点地址分配
(3)系统功能图和梯形图 如图3-62、图3-63所示。
(4)基本控制过程分析
1)由于大小球的不同,所以使用了分支选择电路,使机械臂能够右行后在不同的位置下行,把大小球分别放进各自的箱子里。
2)在机械手上、下、左、右行走的控制中,加上了一个软件联锁触点,替代了SM0.0。
3)图3-62中的M0.0是一个选择逻辑,如图3-63中的网络1所示,它相当于一个开关,控制着系统是进行单周期操作还是循环操作。
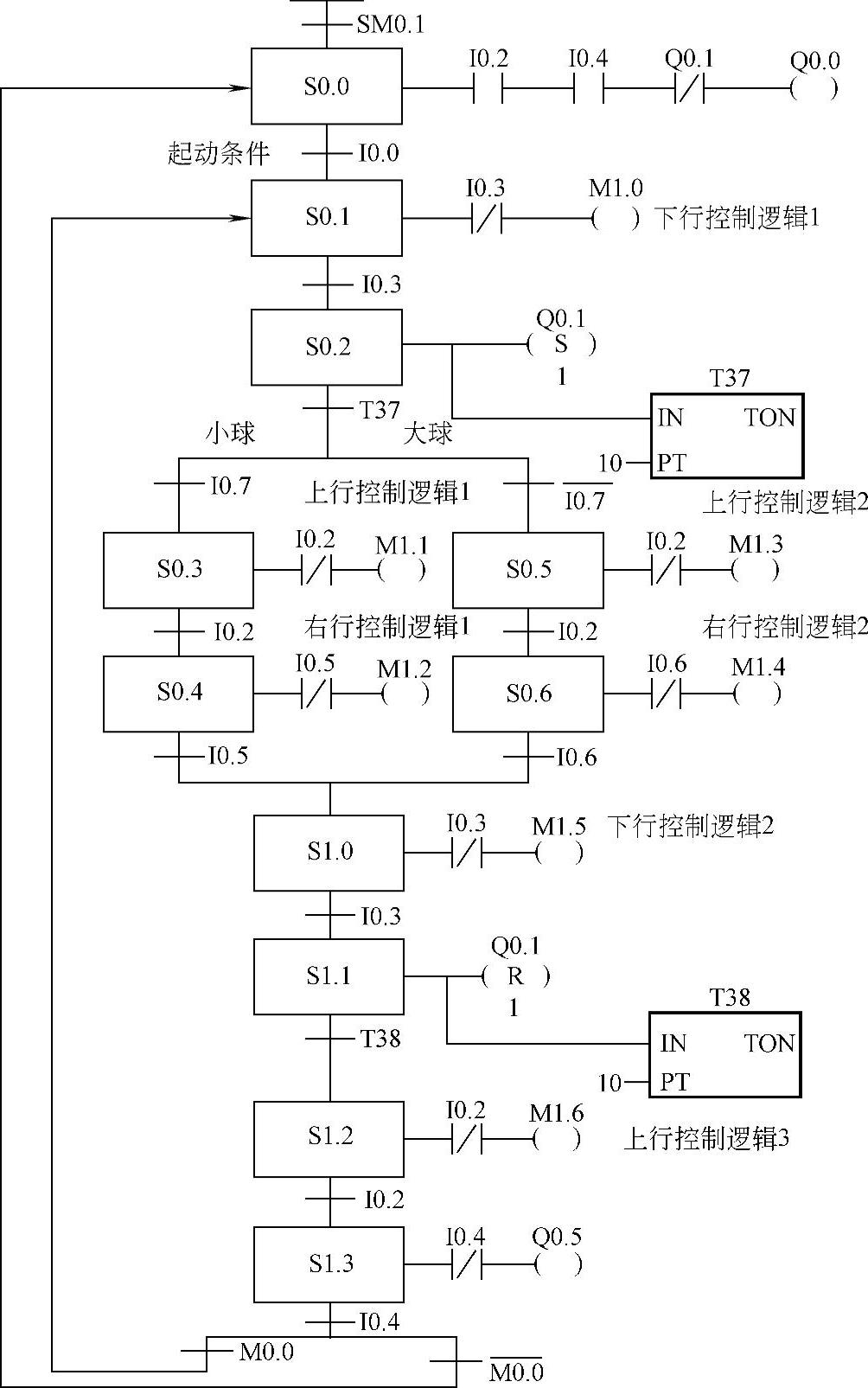
图3-62 机械臂分拣装置功能图
4)S7-200 PLC的顺控指令不支持直接输出(=)的双线圈操作。如果在图3-63中的状态S0.1的SCR段有Q0.2(下行)输出,在状态S1.0的SCR段也有Q0.2输出,则不管在什么情况下,在前面的Q0.2永远不会有效。这是S7-200 PLC顺控指令设计方面的缺陷,为用户的使用带来了极大的不便。所以在使用S7-200 PLC的顺控指令时,一定不要有双线圈输出。为解决这个问题,可采用本例的办法,用中间继电器逻辑过渡一下。如对本例中的机械手进行上行、下行和右行的控制逻辑设计,凡是有重复使用的相同输出驱动,在SCR段中先用中间继电器表示其分段的输出逻辑,在程序的最后再进行合并输出处理。这是解决这一缺陷的最佳方法。左行时只有在状态S1.3中用到了Q0.5,所以就不用中间过渡处理了。(https://www.daowen.com)
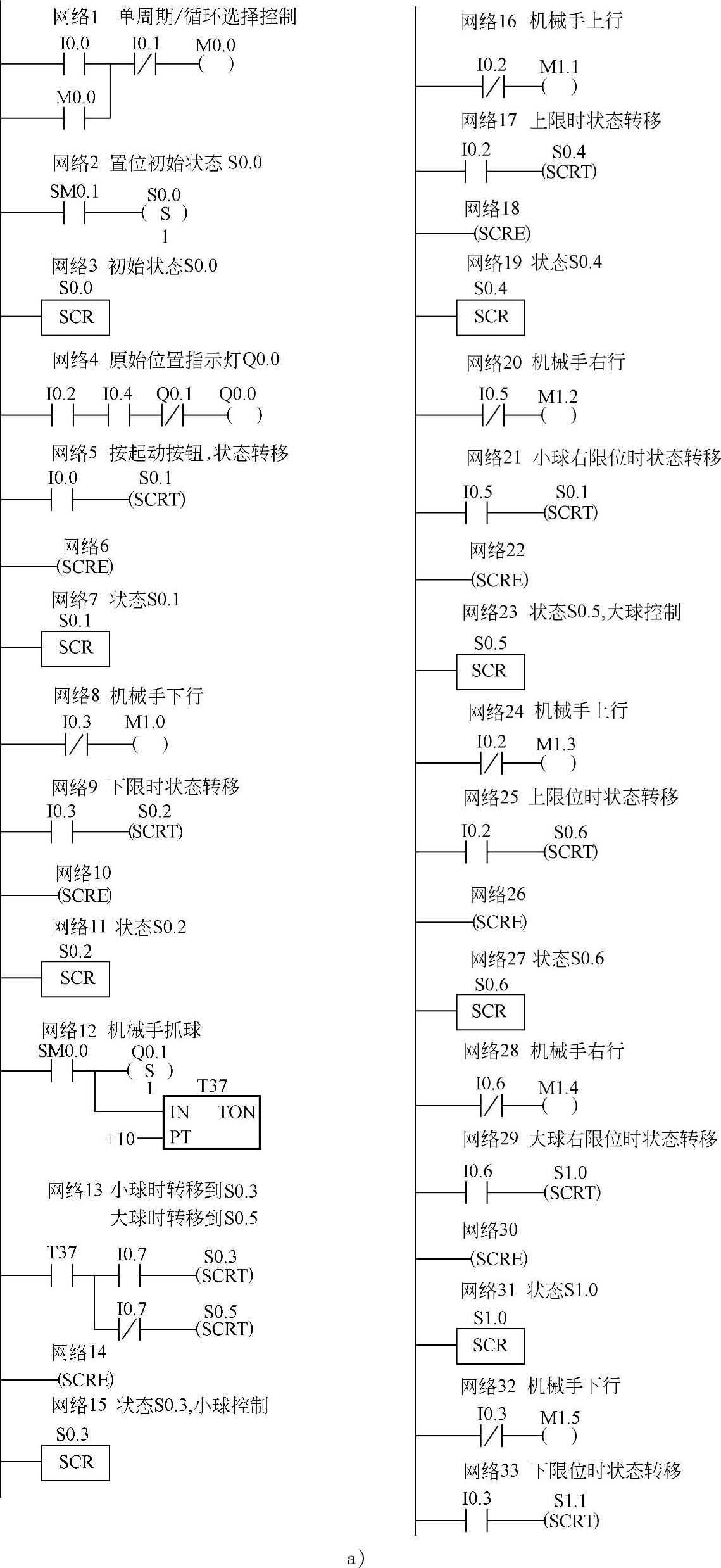
图3-63 机械臂分拣装置梯形图
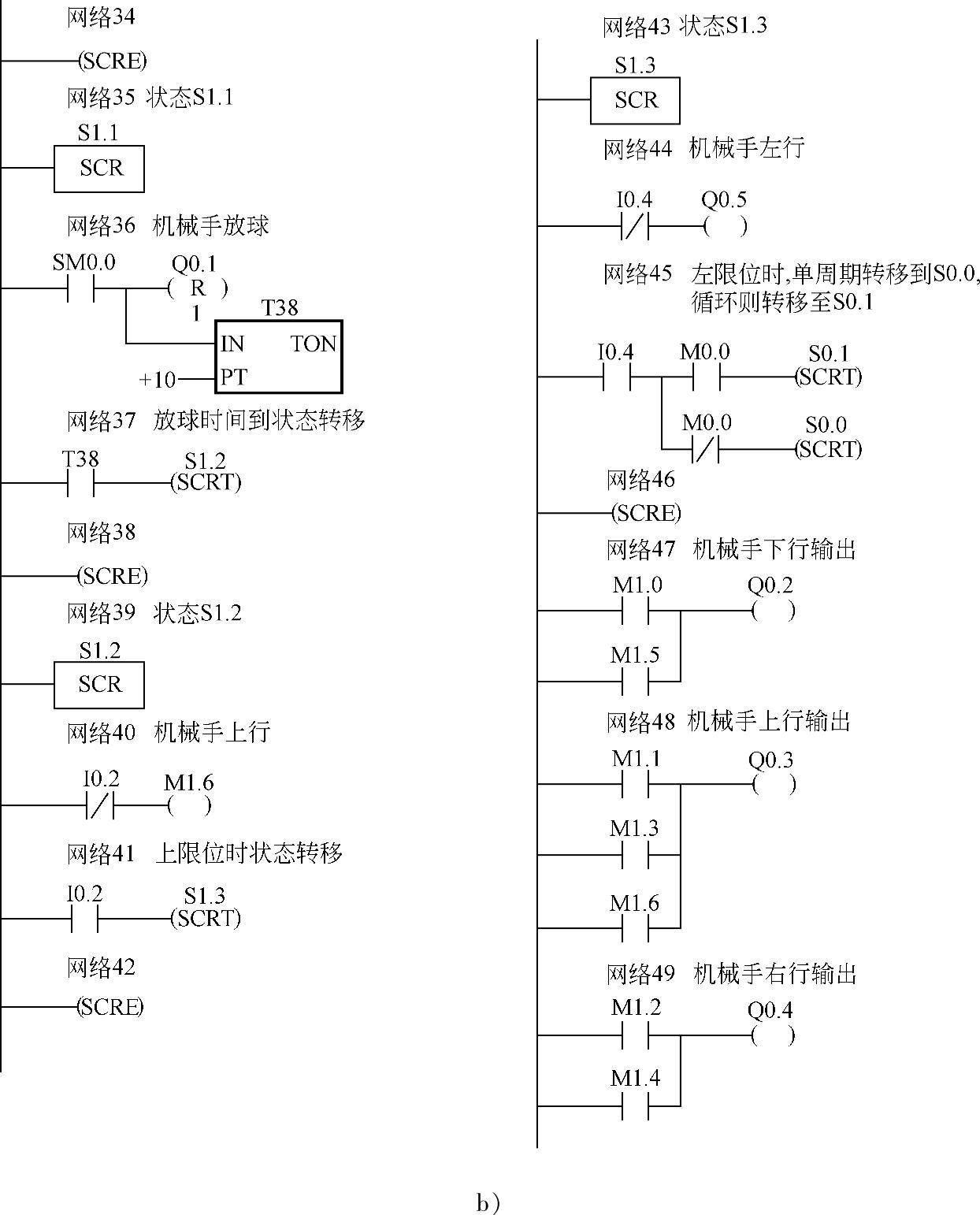
图3-63 机械臂分拣装置梯形图(续)
3.步进电动机控制实例
(1)控制要求 步进电动机运行控制过程中,要从A点加速到B点后恒速运行,又从C点开始减速到D点,完成这一过程后用指示灯显示。电动机的转动受脉冲控制,A点和D点的脉冲频率为2kHz,B点和C点的频率为10kHz,加速过程的脉冲数为400个,恒速转动的脉冲数为4000个,减速过程脉冲数为200个,工作过程如图3-64所示。
(2)分析
1)确定脉冲发生器及工作模式:本例要求PLC输出一定数量的多串脉冲。因此确定用PTO输出的多段管线方式。选择如下:选用高速脉冲串发生器为Q0.0,并且确定PTO(脉冲串输出)为3段脉冲管线(AB、BC和CD段)。
2)设置控制字节:最大脉冲频率为10kHz,对应的周期值为100μs,因此时基选择为μs级。将2#10100000,即16#A0写入控制字节SMB67。功能为允许脉冲输出、多段PTO脉冲串输出,时基为μs级,不允许更新周期值和脉冲数。
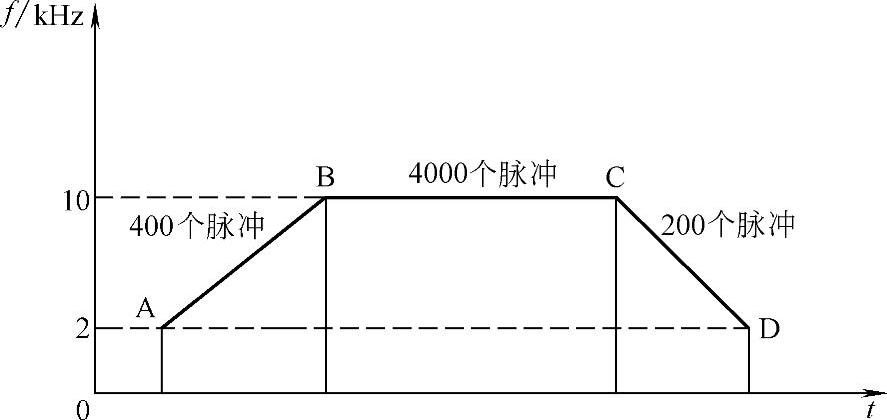
图3-64 步进电动机工作过程
3)写入周期值、周期增量值和脉冲数:由于是3段脉冲,则需要建立3段脉冲的包络表,并对各段参数分别设置。包络表中各脉冲都是以周期为时间参数,所以必须先把频率换算为周期值(倒数计算即可)。给定段的周期增量按下式计算:
给定段的周期增量=(TEC—TIC)/Q
式中,TEC为该段结束周期时间;TIC为该段初始周期时间;Q为该段的脉冲数量。
包络表内容见表3-4。
表3-4 包络表内容
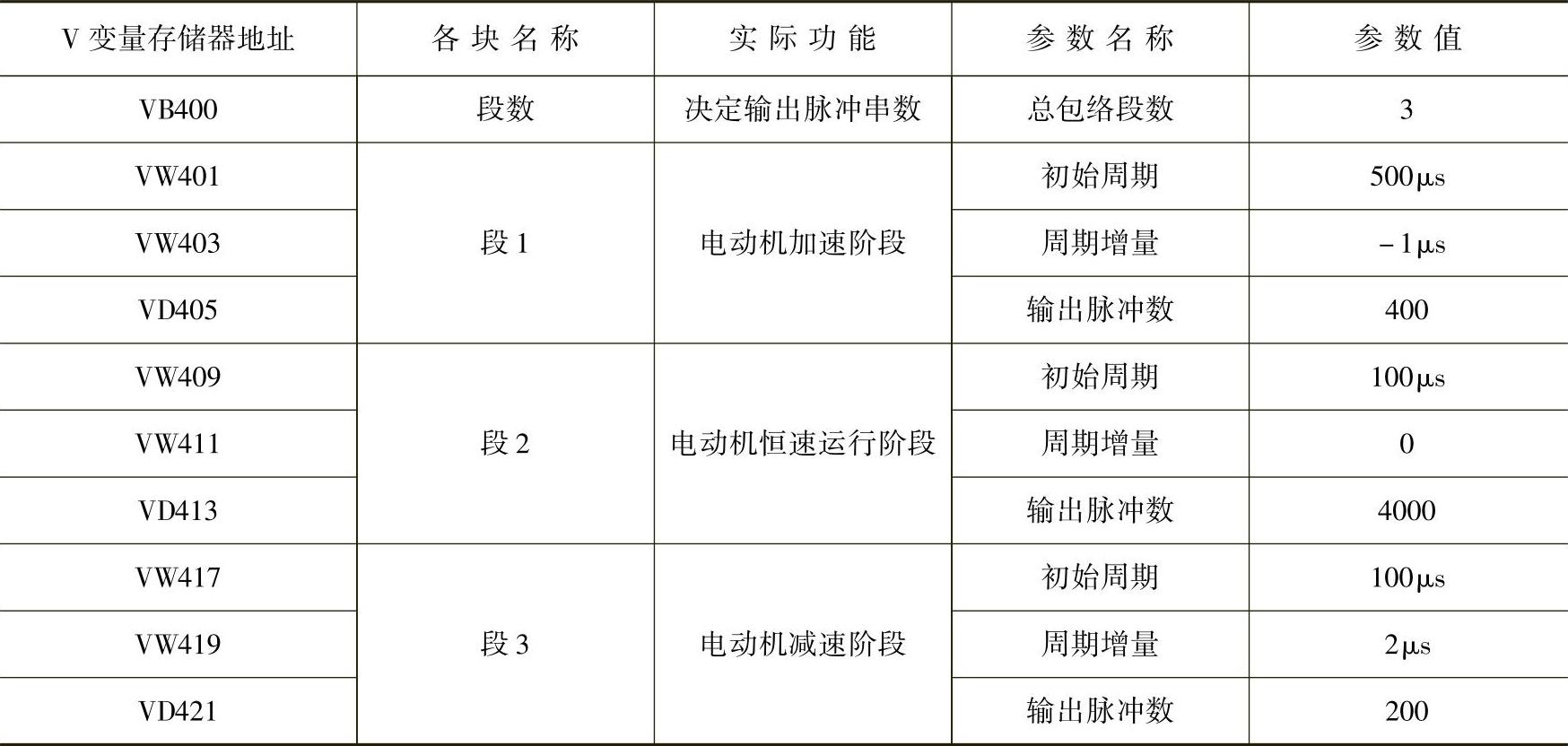
4)装入包络表首地址:将包络表的起始变量V存储器地址装入SMW168中。
5)中断调用:高速输出完成时,调用中断程序,则信号灯变亮(本例中Q0.2=1)。脉冲输出完成,中断事件号为19。用中断调用ATCH指令将中断事件19与中断子程序INT_0连接起来,并全局开中断。
6)执行PLS指令:经以上设置并执行指令后,即可用PLS指令启动多段脉冲串,并由Q0.0输出。
(3)梯形图控制程序 如图3-65所示。
控制程序包括主程序、初始化子程序、包络表子程序和中断程序。
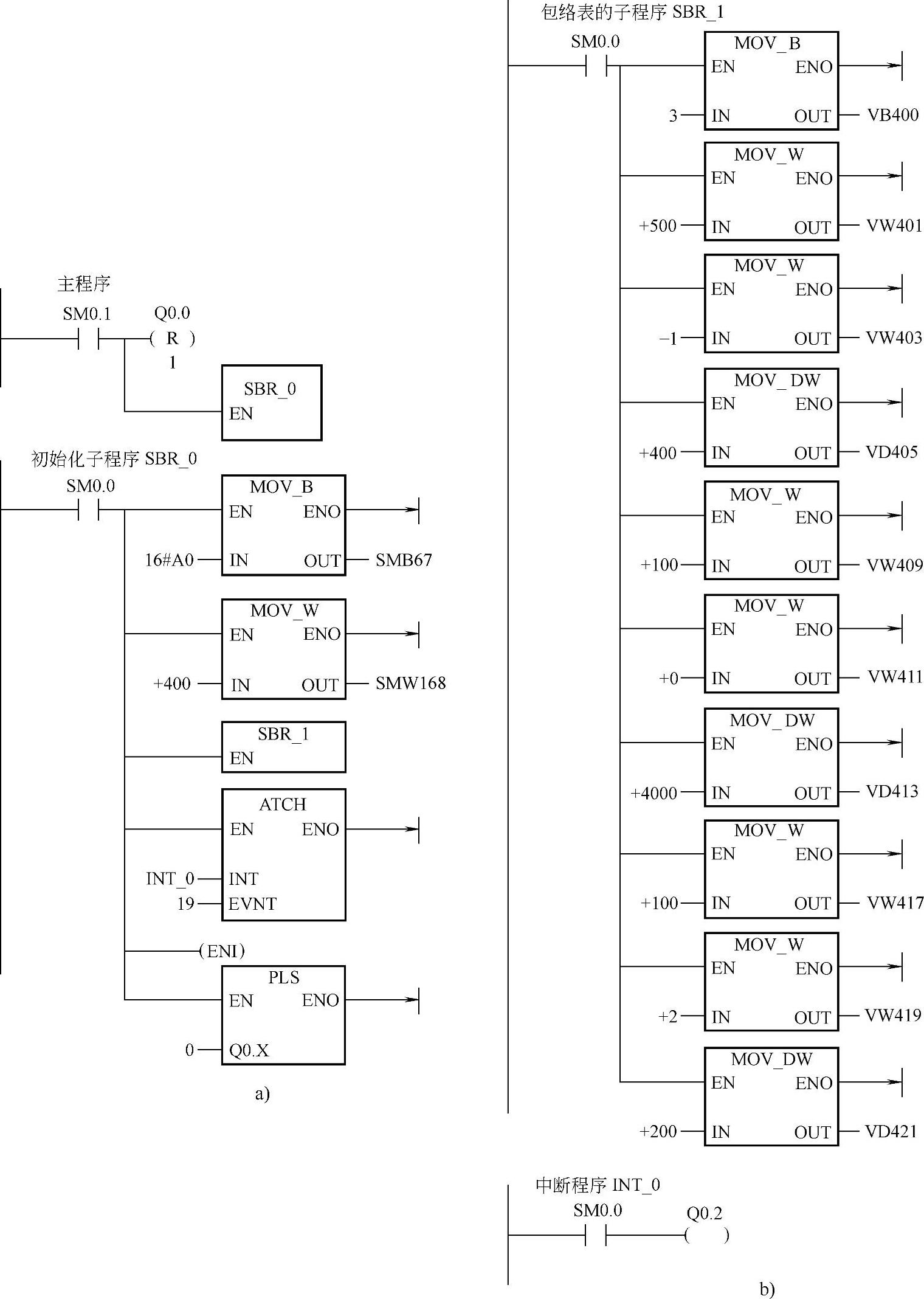
图3-65 步进电动机控制程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



