S7-200 PLC的指令系统可分为三个部分,即基本指令部分、顺序控制指令部分和功能指令部分。根据三部分指令的特点,分别通过示例进行应用编程分析。
1.锅炉引风机和鼓风机的控制
(1)工作过程 锅炉燃料的燃烧需要充分的氧气,引风机和鼓风机为锅炉燃料的燃烧提供氧气。首先引风机起动,延时8s后鼓风机起动。停止时,按停止按钮,鼓风机先停,8s后引风机停。
(2)输入/输出点分配
输入点: 输出点:
起动按钮 I0.0 引风机控制接触器 Q0.0
停止按钮 I0.1 鼓风机控制接触器 Q0.1
(3)控制梯形图程序 如图3-56所示。
(4)工作过程分析 按起动按钮I0.0,Q0.0得电并自锁,引风机起动。同时T37开始计时,8s后T37触点闭合,Q0.1得电并自锁,鼓风机起动。
按停止按钮I0.1,Q0.1(鼓风机)断电停止,同时M0.0得电并自锁,T38开始计时,8s后T38触点打开,Q0.0(引风机)断电停止。
2.生产线产品计数控制
(1)基本控制过程 某钢管生产企业,要求对生产的合格钢管数量进行统计。钢管在集捆之前,对其进行计数。钢管通过辊道传送,通过一根钢管计数一次,计到1000根时,要求指示灯亮5s。一个班组统计一次产量。
(2)输入/输出点的分配
输入点: 输出点:
起动计数 I0.0指示灯 Q0.0
停止计数 I0.1
计数输入 I0.2(https://www.daowen.com)
计数器复位 I0.3
(3)梯形图控制程序 如图3-57所示。
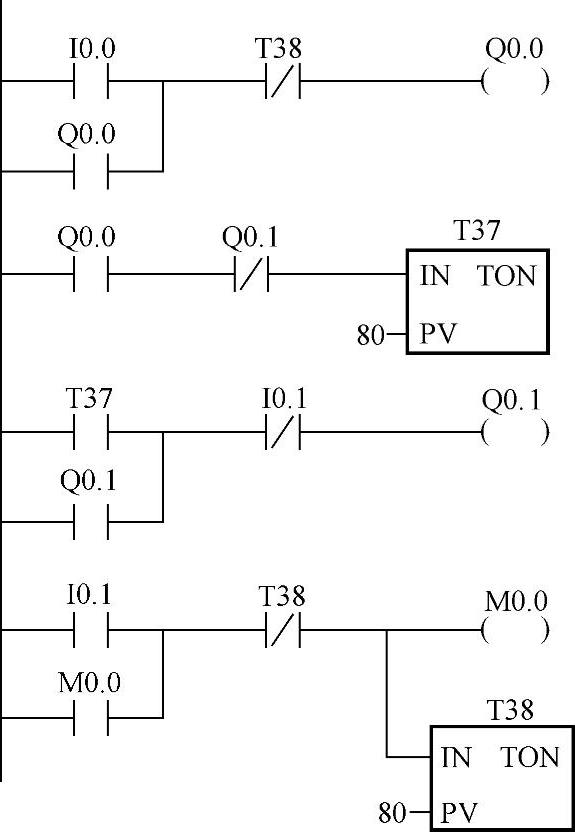
图3-56 引风机和鼓风机控制梯形图

图3-57 产品计数控制梯形图
(4)工作过程分析 I0.0接通作为开始计数的条件,I0.2为计数检测输入端。当I0.2接通时,取其上升沿M0.0接通一个扫描周期,M0.0的触点作为计数器的输入。当计数值达到1000根时,Q0.0接通进行指示,5s后Q0.0断开。
I0.1为停止计数控制,I0.3为计数器的复位控制。
3.钢管印字工序的控制
(1)基本控制要求 在钢管生产过程中,完成镀锌和检验工序后进入印字工序。印字工序的主要工作是在钢管上印制规格、标准和生产厂商的信息,基本结构如图3-58所示。工作过程是:钢管通过辊道传送,运动方向由左至右。辊道中有或无钢管,用传感器A(I0.0)和B(I0.1)检测。印字机构由气缸(Q0.0)和印字胶辊组成。钢管由左至右运动,当钢管首端到达B点时,通过电磁阀控制气缸使印字胶辊向下运动。印字胶辊接触到钢管后,由钢管运动带动印字胶辊转动,将信息印在钢管上。当钢管尾端离开A点时,电磁阀断电,气缸复位(印字胶辊抬起)并计数一次,此时完成一次印字过程。此过程循环往复。

图3-58 钢管印字工序示意图
(2)输入/输出点地址分配

(3)功能图和梯形图 如图3-59所示。
(4)工作过程分析 当钢管首端到达B点时,I0.1接通,使S0.0置位,Q0.0、Q0.1接通,印字胶辊下移开始印字,并有印字指示。当钢管尾端离开A点时,I0.0断开,M0.0接通一个扫描周期,计数器加1,同时使S0.1置位,S0.0状态复位,印字胶辊上移(印字结束),等待下一根钢管到来,重复上述过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。


