从模具中取出注塑件后,由于温度及压力的变化塑件会产生收缩,为此UG软件提供了收缩率(Shrinkage)功能,来纠正注塑成品零件体积收缩所造成的尺寸偏差。用户通过设置适当的收缩率来放大参照模型,便可以获得正确尺寸的注塑零件。一般它受塑料品种、产品结构、模具结构和成型工艺等多种因素的影响。仍然以前面的模型为例,设置收缩率的一般操作过程如下。
Step1.定义收缩率类型。
(1)在“注塑模向导”功能选项卡 区域中单击“收缩”按钮
区域中单击“收缩”按钮 ,产品模型会高亮显示,同时系统弹出如图2.2.9所示的“缩放体”对话框。
,产品模型会高亮显示,同时系统弹出如图2.2.9所示的“缩放体”对话框。
(2)定义类型。在“缩放体”对话框的 下拉列表中选择
下拉列表中选择 选项。
选项。
Step2.定义缩放体和缩放点。接受系统默认的设置。
说明:因为前面只加载了一个产品模型,所以此处系统会自动将该产品模型定义为缩放体,并默认缩放点位于坐标原点。

图2.2.9 “缩放体”对话框
图2.2.9所示“缩放体”对话框 区域下拉列表的说明如下。
区域下拉列表的说明如下。
●  :产品模型在各方向的轴向收缩均匀一致。
:产品模型在各方向的轴向收缩均匀一致。
●  :产品模型的收缩呈轴对称分布,一般应用在柱形产品模型中。
:产品模型的收缩呈轴对称分布,一般应用在柱形产品模型中。
●  :材料在各方向的收缩率分布呈一般性,收缩时可沿X、Y和Z方向计算不同的收缩比例。
:材料在各方向的收缩率分布呈一般性,收缩时可沿X、Y和Z方向计算不同的收缩比例。
●  :选中此选项,系统会将“类型”的快捷图标显示出来。(www.daowen.com)
:选中此选项,系统会将“类型”的快捷图标显示出来。(www.daowen.com)
Step3.定义比例因子。在“缩放体”对话框 区域的
区域的 文本框中输入收缩率值1.006。
文本框中输入收缩率值1.006。
Step4.单击 按钮,完成收缩率的设置。
按钮,完成收缩率的设置。
Step5.在设置完收缩率后,还可以对产品模型的尺寸进行检查。
(1)选择命令。选择下拉菜单

 命令,系统弹出如图2.2.10所示的“测量距离”对话框。
命令,系统弹出如图2.2.10所示的“测量距离”对话框。
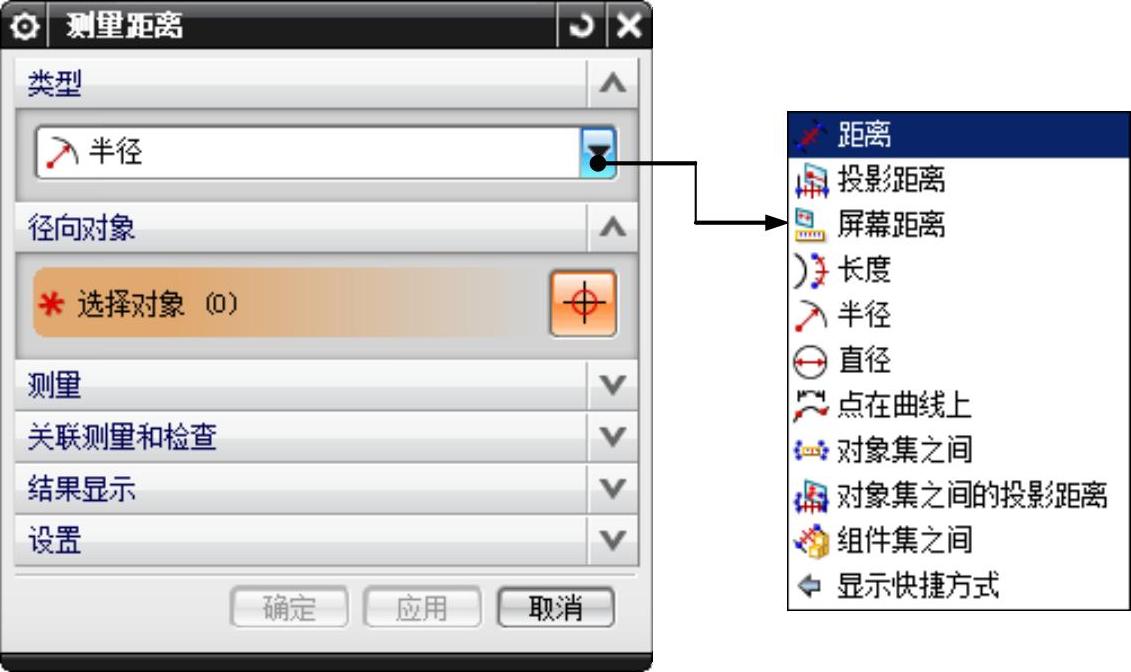
图2.2.10 “测量距离”对话框
(2)定义测量类型及对象。在 下拉列表中选择
下拉列表中选择 选项,选取如图2.2.11b所示的边线,显示零件的半径值为100.6000。
选项,选取如图2.2.11b所示的边线,显示零件的半径值为100.6000。
(3)检测收缩率。由图2.2.11a可知,产品模型在设置收缩率前的尺寸值为100,设置后的产品模型尺寸为100×1.006=100.6000,说明设置收缩没有失误。
(4)单击“测量距离”对话框中的 按钮,退出测量。
按钮,退出测量。
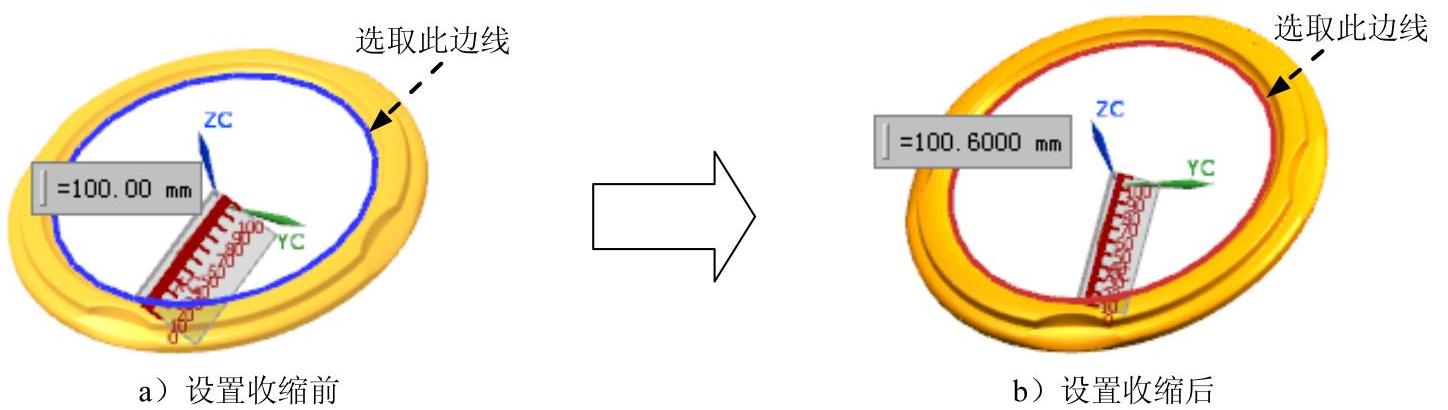
图2.2.11 测量结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






