机床切削精度检查实质是对机床的几何精度与定位精度在切削条件下的一项综合考核。
一般说来,进行切削精度检查的加工,可以是单项加工或加工一个标准的综合性试件。国内多以单项加工为主。对于加工中心,主要单项精度有:
①镗孔精度。
②端面铣刀铣削平面的精度(X-Y平面)。
③镗孔的孔距精度和孔径分散度。
④直线铣削精度。
⑤斜线铣削精度。
⑥圆弧铣削精度。
⑦对于卧式机床,还有箱体掉头镗孔同轴度。
⑧水平转台回转90°,铣四方加工精度。(www.daowen.com)
对于特殊的高效机床,还要做单位时间内金属切削量的试验等。切削加工试验材料除特殊要求之外,一般都用一级铸铁,使用硬质合金刀具,按标准的切削用量切削。
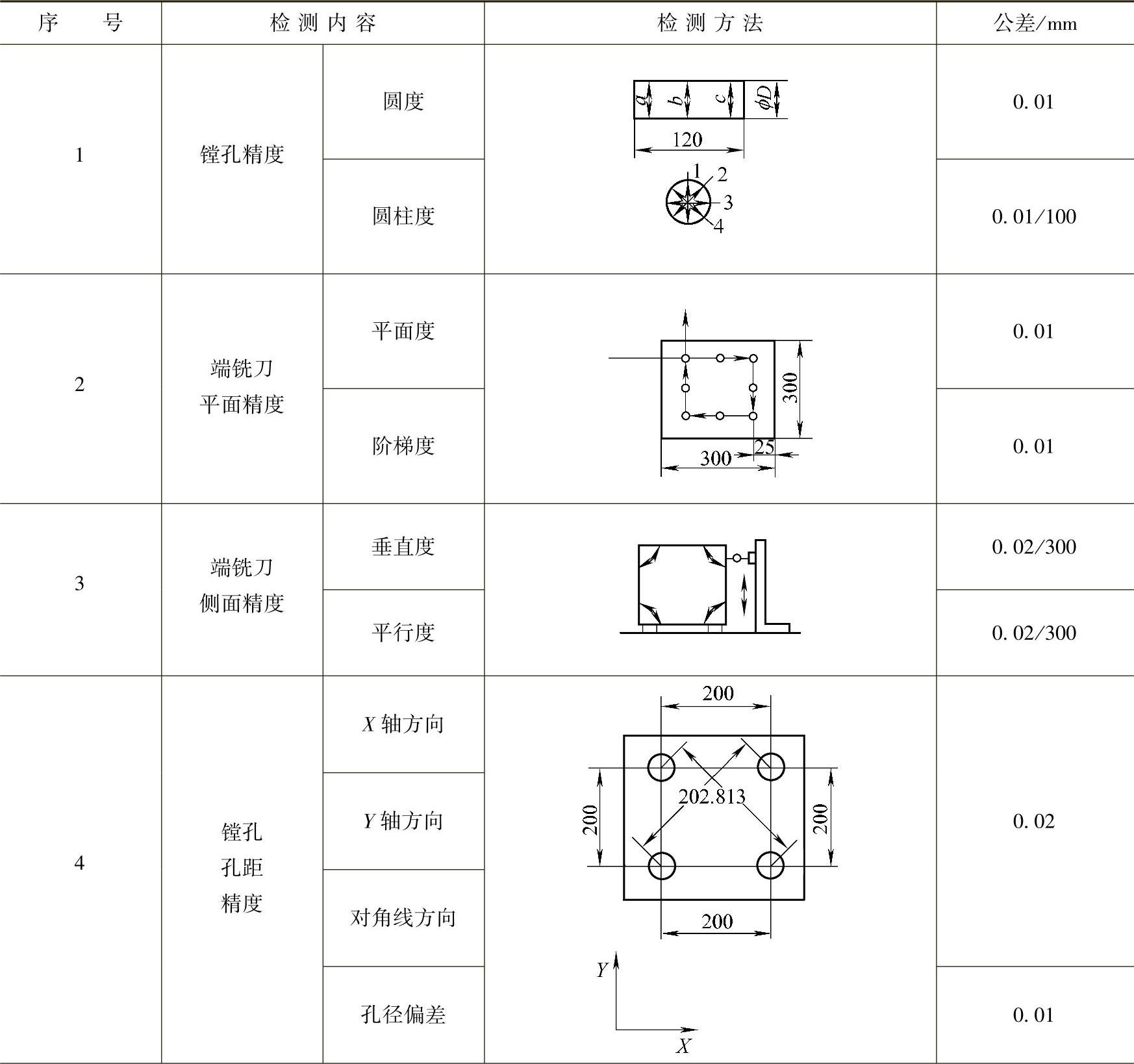
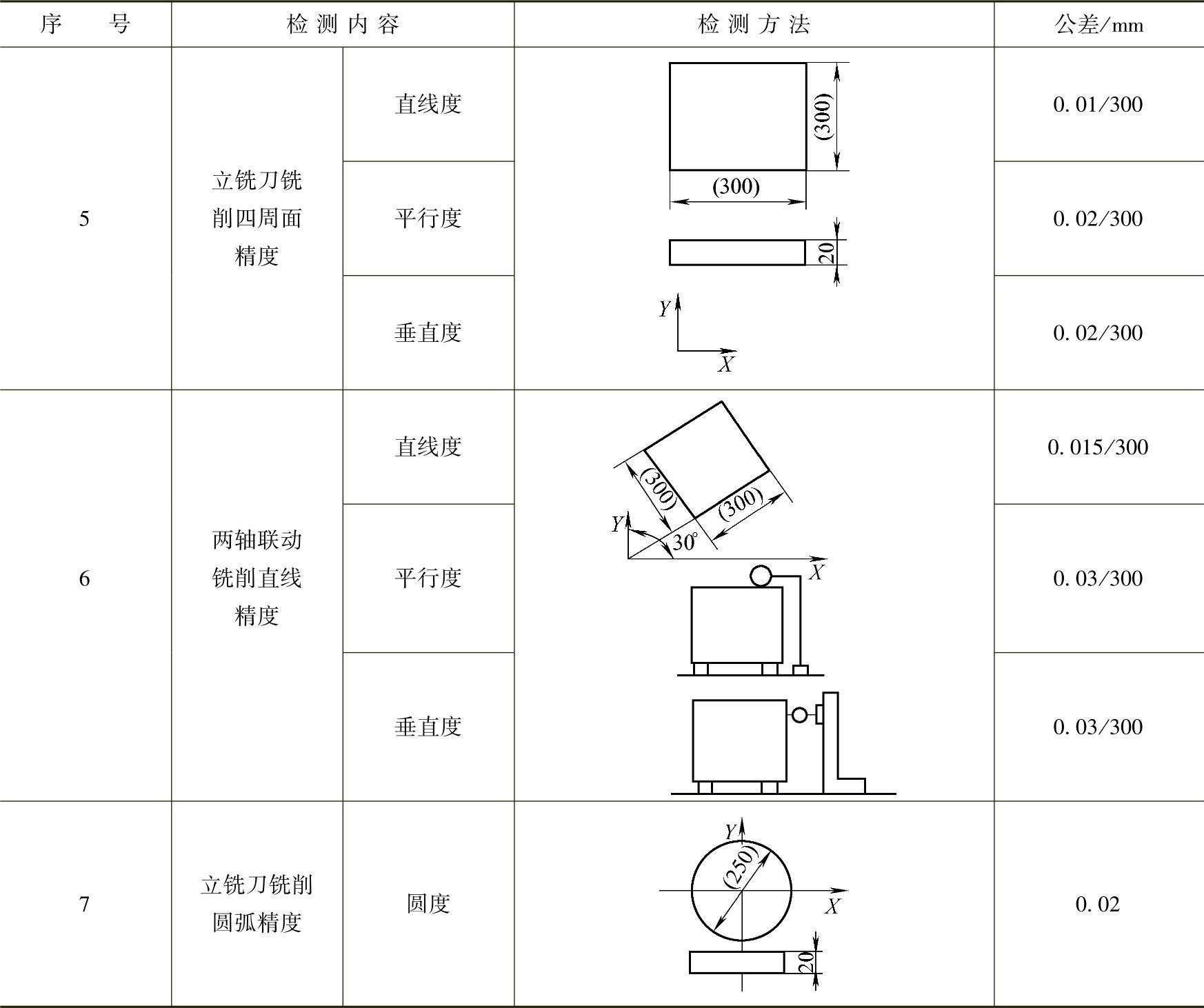
单项切削精度检验包括直线切削精度、平面切削精度、圆弧圆度、圆柱度等。卧式加工中心切削精度通常检验镗孔的圆度和圆柱度,端铣刀铣削平面的平面度和阶梯差,端铣刀铣削侧面精度的垂直度和平行度,X轴方向、Y轴方向和对角线方向的镗孔孔距精度,镗孔孔径偏差,立铣刀铣削四周面的直线度、平行度、厚度差和垂直度,两轴联动铣削的直线度、平行度和垂直度,立铣刀铣削圆弧时的圆度等项目。
综合试件检验包括根据单项切削精度检验的内容,设计一个具有包括大部分单项切削内容的工件进行试切削来确定机床的切削精度。通常采用带有中国机床工具工业协会CMTBA的标志“圆形-菱形-方形”铸铁或铝合金标准试件,并用高精度圆度仪及高精度三坐标测量机完成试件的精度检验。
“圆形-菱形-方形”试件的大多数切削运动是在X-Y平面上进行的,存在沿X-Z和Y-Z平面上的精度大部分没有测定的缺陷。因此,ISO 230和ANSI B5.54提出了采用球杆仪和双频激光干涉仪完成数控车床和加工中心综合检测的方法。
常用的数控机床切削精度检测验收内容如表7-7所示。
表7-7 数控机床切削精度检测验收内容
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







