FANUC0i-A数控系统控制交流主轴驱动有两种形式:一种为串行接口,另一种为模拟接口。
1.串行接口交流驱动主轴的调试
串行接口交流驱动主轴主要通过PMC控制与主轴有关的S指令、M指令、主轴倍率、变速齿轮选择及主轴定向等功能。
在主轴参数设定画面中可以看到齿轮比参数、主轴最高转速参数、电动机最高转速参数和主轴为C轴时最高转速参数。
主轴调整画面中的运行方式主要有一般运行、定向、同步控制、刚性攻丝、C轴轮廓控制和主轴定位控制等。
在参数显示中,由于运行方式不同,参数显示和项目也不同。按照运行方式分类,各部分的主要内容如下:
①一般运行:比例增益、积分增益、电动机电压及再生电源。
②定向:比例增益、积分增益、回路增益、电动机电压、ORAR增益(%)及参考点偏移。
③同步控制:比例增益、积分增益、回路增益、电动机电压、加减速常数(%)及参考点偏移。
④刚性攻丝:比例增益、积分增益、回路增益、电动机电压、ZRN增益及参考点偏移。
⑤C轴轮廓控制:比例增益、积分增益、回路增益、电动机电压、ZRN增益(%)及参考点偏移。
⑥主轴定位控制:比例增益、积分增益、回路增益、电动机电压、ZRN增益(%)及参考点偏移。
同样,在监视器显示中,运行方式不同,监视器显示的项目也不同。按照运行方式分类,各部分的主要内容如下:
①一般运行:电动机速度、主轴速度。
②定向:电动机速度、主轴速度及位置偏差S1。
③同步控制:电动机速度、主轴速度、位置偏差S1、位置偏差S2及同步偏差。(www.daowen.com)
④刚性攻丝:电动机速度、主轴速度、位置偏差S1及同步偏差。
⑤C轴轮廓控制:电动机速度、主轴速度及位置偏差S1。
⑥主轴定位控制:电动机速度、主轴速度及位置偏差S1。
主轴报警可报出48个故障,供调试和维修时使用。另外,还有控制输入、输出信号。
上述六种运行方式都有对应的参数号,可以随时对照检查。在电动机的标准参数中,当按照操作方式打开画面以后,对照检查所调试数控机床的交流主轴驱动电动机的型号是否与显示的相同,如果有错误应马上纠正,否则连机调试时会出现故障。
2.模拟接口交流驱动主轴的调试
模拟接口交流驱动主轴同样主要通过PMC控制与主轴有关的S指令、M指令、主轴倍率、变速齿轮选择及主轴定向等功能。
在进行D/A转换器的偏移调整时,指令主轴转速为零,用数字万用表将主轴放大器电路板上的检查端子DA2调为0mV,就可对M系或T系的D/A转换器偏移进行调整。
在进行D/A转换器增益的调整时,指令齿轮1的主轴为最高转速,用数字万用表把主轴放大器电路板上的检查端子DA2调为10.0V,就可对M系或T系进行参数值的调整。
数控机床CNC系统的功能检查和调整是数控机床整体检查和调试工作的主要组成部分,只有CNC系统中的功能符合用户订货的要求时,才能进行下一步的调试工作。
一般情况下,数控机床交到用户手中时,这方面的工作是由厂商的服务人员来完成的。但是作为数控机床的维修人员,一定要直接参与数控机床的调试工作,这对今后的正确使用和维修工作会带来极大帮助。
图7-24所示是CNC系统功能检查和调试的主要内容。
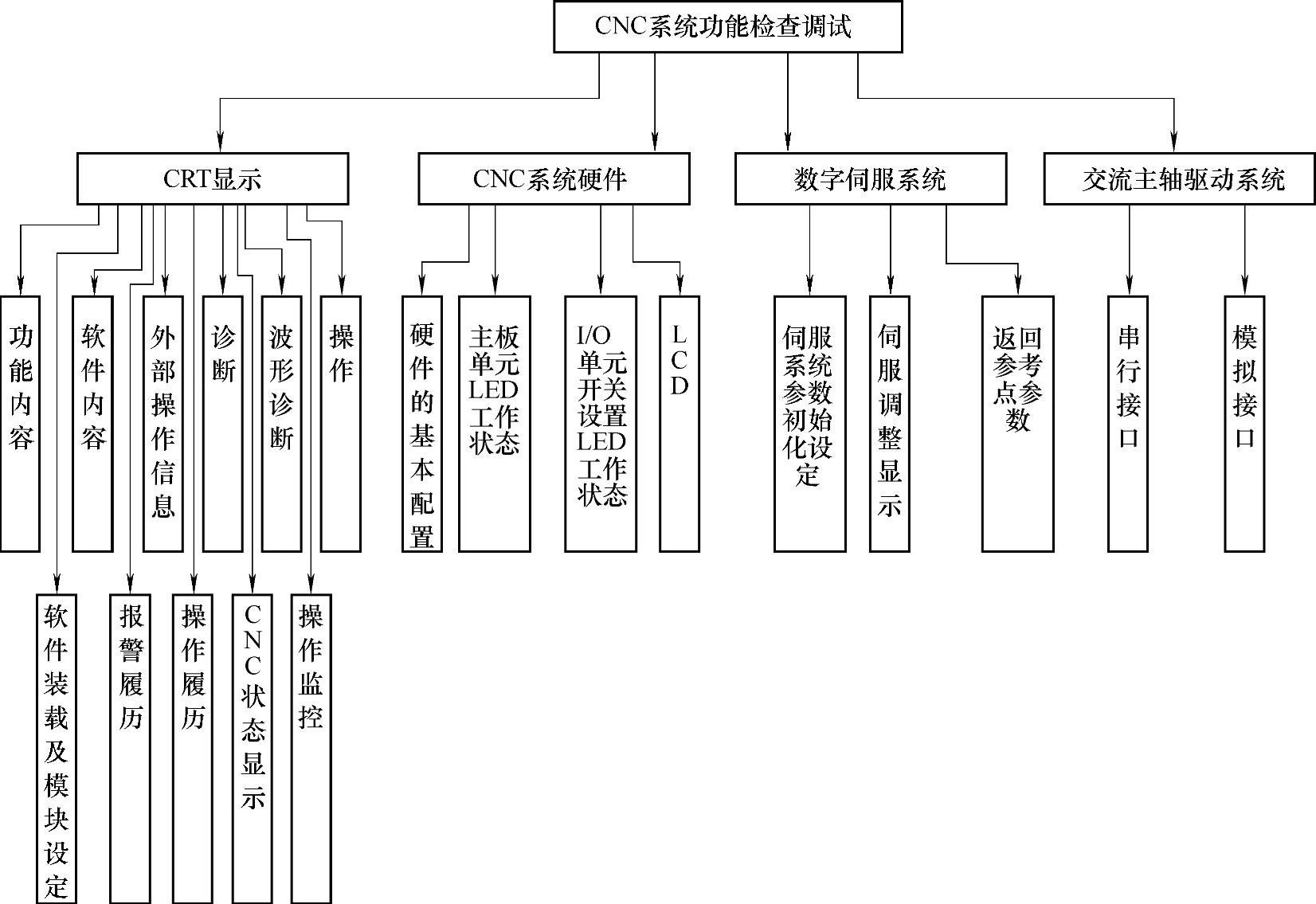
图7-24 CNC系统功能检查和调试的主要内容
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





