FANUC0i-A系统采用数字伺服系统,根据数字伺服系统的特点,在调试数控机床时,对数字伺服要做以下检查和调试工作。
1.检查和调试伺服系统参数的初始化设定
数控机床在急停状态下接通电源,按照维修书上的操作方法找到显示设定伺服调整参数的画面,“0”表示不显示伺服调整画面,“1”表示伺服调试画面。设定好以后,先切断电源,几秒钟以后再次接通,以上设定的参数就开始起作用。
按照操作方法进行参数初始设定时,PRMCAL位自动变成“1”;DGPRM位为“0”时,表示进行数字伺服参数的初始化设定;为“1”时,表示不进行数字伺服参数的初始化设定;PLCO1位为“0”时,使用PRM2023和2024的值乘以10倍。
在检查和调整伺服电动机号参数时,按照α系列伺服放大器说明书对照或输入有关参数。
根据电动机的种类,按照说明书要求在AMR功能中设定相应的“0”或“1”(8位),再确定CMR的参数。
此时,先短时间关断电源,再打开电源时,上述参数的设定开始起作用。
根据串行脉冲编码器或串行α脉冲编码器来确定进给齿轮的参数。伺服电动机的旋转方向参数(即顺时针方向、逆时针方向)、速度脉冲数、位置脉冲数的参数及参考计数器参数也同时检查或设定好。
这样,数字伺服系统参数的初始化就检查或调试完成了。
2.伺服调整的显示
伺服调整的显示内容主要有功能位、回路增益、调整开始位、设定周期、积分增益、比例增益、滤波器、速度增益、报警1~报警5、位置偏差量、实际电流和实际速度等。实际电流即显示额定电流的百分比。实际速度即显示电动机的实际转速。
报警1从#7~#0的内容分别是过载报警、低电压报警、过电流报警、异常电流报警、过电压报警、放电电路报警及断线报警和溢出报警。报警2的内容主要是放大器过热报警、电机过热报警、内装脉冲编码器硬件断线报警、分离型脉冲编码器硬件断线报警和脉冲编码器软件断线报警。报警3从#6~#0的内容分别是串行脉冲编码器的硬件异常报警,电池电压不足报警,串行编码器或反馈电缆异常、反馈信号的计数器错误报警,串行编码器技术错误报警,电池的电压已为OV报警,串行脉冲编码器异常、内部程序段停止报警和串行脉冲编码器不良或反馈电缆有问题报警。报警4从#7~#5的内容分别是串行编码器通信异常、通信没有应答报警,串行编码器通信异常、传输的数据出错报警和数字伺服检测的参数不正确报警。报警5从#6~#3的内容分别是:数字伺服电流值的AID转换异常报警、伺服放大器的电磁开关触电熔断报警、α脉冲编码器的LED异常报警以及由于α脉冲编码器或反馈电缆异常而使反馈脉冲不正确报警。(https://www.daowen.com)
3.返回参考点位置参数的调整
数控机床的各坐标轴都有返回参考点功能,坐标轴返回参考点一般采用两种方法,即挡块方式返回坐标参考点和无挡块方式返回坐标参考点。当了解到调试数控机床各坐标轴返回参考点采用何种方式后,即可对参数进行检查或调试。
(1)挡块式返回参考点位置的调整
所谓挡块式返回参考点,就是在坐标运行的可移动部件上安装减速挡块和参考点挡块,在固定部件上安装减速行程开关和参考点行程开关。坐标返回参考点的速度和到参考点位置的控制如图7-23所示。
同样,当控制数控机床的某个坐标需要返回参考点时,在减速行程开关碰到减速行程挡块以前,坐标是以G00快速运行的,当减速行程挡块运行到减速行程开关以后开始减速运行直到参考点为止。在一些数控机床上采用减速挡块、减速行程开关和参考点挡块、参考点开关两套元件,而另一些数控机床只需要一套元件来实现减速和到参考点位置。不论采用几套元件,对于闭环伺服系统来说,要与光栅尺或感应同步尺上所设定的坐标参考点配合使用;对于半闭环伺服系统来说,要与脉冲编码器上所设定的坐标参考点配合使用。因此,坐标返回参考点也有个参数设置问题。
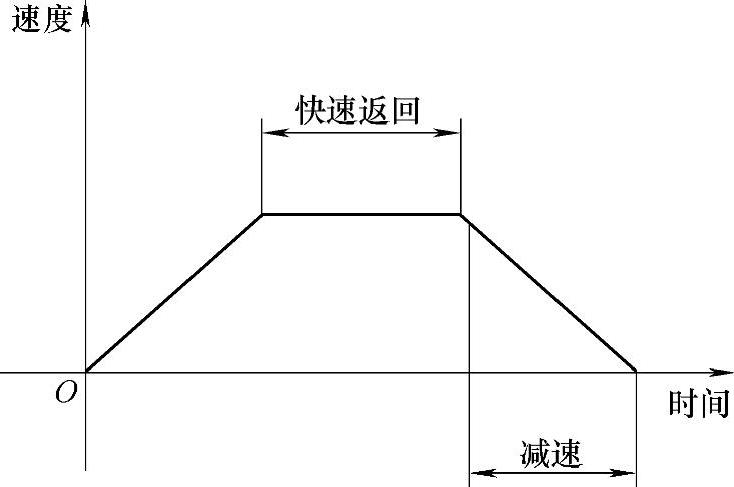
图7-23 坐标返回参考点的速度和到参考点位置的控制
对于光栅尺闭环伺服检测系统,光栅尺上等距离的固定点都可以设定为参考点,但是参考点的位置必须是接近挡块位置的。一般来说,当所用光栅尺有多个参考标志时,可以用整数除距离,把所得的值作为参考计数器容量来设定。
(2)无挡块方式返回坐标参考点的设定
所谓无挡块方式返回坐标参考点,就是在坐标运行的可移动部件和固定部件上不安装挡块和行程开关,而是用绝对位置检测器来设定坐标的参考点位置。如果在调试数控机床、使用数控机床及维修数控机床时需要重新设定参考点位置,可按说明书指定的方法进行设定。
在FANUC0i-A系统中具体操作为:手动把坐标轴移动到所要设定的参考点附近,然后操作返回参考点开关,按进给轴方向选择信号按钮中的“+”、“-”,移动到下一个光栅尺的栅格位置后停止,将此位置设定为该坐标的参考点。在设定参考点参数时,按操作要求找到相应的画面和参考位,在DLZ位置上如果设为“0”表示返回参考点位置;如果设为“1”则表示采用无挡块或返回参考点。再找到相应的参考位,在ZMI位置上如果设为“0”,表示返回参考点间隙初始方向为正;如果设为“1”,则表示返回参考点间隙初始方向为负,即返回参考点时的坐标移动方向就确定了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





