1.设定确认
数控系统内设有许多用短路棒短路的设定点,需要进行适当设定以适应各种型号机床的不同要求。对于购买的整机,数控装置在出厂时就已设定好,只需确认已有的设定状态。而对于单独购买的数控装置,因为生产时是按标准方式设定的,不一定适合实际要求,故必须根据配套设备的要求自行设定。设定确认工作应按照随机附有的维修说明书的要求进行,确认控制部分印制电路板即主板、ROM板、连接单元、附加轴控制板以及旋转变压器/感应同步器控制板的设定。这些设定与机床返回参考点的方法、速度反馈用检测元件、检测增益调节、分度精度调节等有关。无论直流伺服控制单元还是交流伺服控制单元,都有多达二十个设定点,用于选择反馈元件、回路增益以及是否产生各种报警等。此外,主轴伺服单元也有设定点,用于选择主轴电动机电流极限、主轴转速范围等。
2.输入电源电压、频率及相序的确认和检查
目前所用的各种数控装置所用电源有多种,常见的有三相200V、50Hz或220V、60Hz,使用时必须采用变压器将AC380V变为额定的电压。变压器容量应满足控制单元和伺服系统(随伺服电动机的容量而异)的电能消耗;电源电压的波动范围应在-15%~+10%以内,否则应外加交流稳压器。此外,还应确认伺服变压器原边中间插头的相序是否正确,电源变压器副边插头的相序是否正确(按R→S→T或A→B→C的顺序)。对采用晶闸管控制电路的电源,当相序不正确时,接通电源后可能使速度控制单元的保险丝烧断,故必须预先予以检查。检查相序的方法一是用相序表测量,二是用双线示波器观察R-S和T-S间的波形。用相序表检查时,当相序接法正确时,相序表按顺时针方向旋转,见图7-18a;如果相序接法不对,相序表将逆时针旋转,这时可将接线R、S、T中任意两根线对调重新接好相序即可。用双线示波器来检测二相之间的波形,如图7-18b所示,当二相在相位上相差120°时,证明相序是正确的。

图7-18 相序测量
a)相序表法 b)示波器法
在我国的供电制式中,频率为50Hz;而在欧美一些国家,包括日本在内,其供电频率为60Hz。因此,他们不但要满足本国的用户,还要满足世界上其他国家用户的需求,通常在电路板上设有50/60Hz频率转换开关。我们所购置的数控机床在通电前一定要检查频率转换开关是否已置于“50Hz”的位置上。
3.确认直流电压输出端是否对地短路
这里所指的直流电压是指数控装置内直流电源单元输出的+5V、+24V、±15V等输出端电压,只需用万用表测量其对地的阻值即可确认。在CNC系统通电前,必须认真检查这些电源的输出端是否有对地短路现象。如果检查出有短路现象,应查清原因、排除故障,再准备通电,否则会烧坏直流稳压单元。
4.接通数控柜电源检查各输出电压
首先检查数控柜的各风扇是否旋转,以表明电源是否接入数控柜。然后检测主印制电路板的检测端子,确认各直流电压是否都在允许波动的范围内。一般来说,+5V、+15V和-15V三种电压允许波动±5%,而±24V允许波动±10%,如果超出范围则需进行调整。对于进给用的直流伺服单元或交流伺服单元,以及主轴控制用的直流或交流伺服单元,也要确认直流电压波动,其波动允许范围一般在±(5~10)%之间。
5.纸带阅读机光电放大器输出波形的调整
纸带阅读机通常在出厂前已调好,使用时不必进行调整,但如果发现读带信息出错,则需对波形进行检查,必要时需重新调整。不同的纸带阅读机品种,其调整方法也稍有差异,现以BF-3数控装置用纸带阅读机的调整方法为例予以说明,其他纸带阅读机可根据相同的原则参考调整。具体的方法是:用有孔和无孔交错排列的40cm长的测试纸带,将其两端粘接在一起,形成环形,这条纸带应选黑色,以便调整准确,如图7-19所示。把环形带装入纸带阅读机,将开关置于手动方式,纸带将连续运行。此时用示波器测量光电放大器印制电路板的检查端子CHPS(或S端)和CHG(或地)之间的波形,并调整RV1(或SP)使波形的ON和OFF之间的时间比为6∶4,然后用示波器测量光电放大器的检测端子CH1~CH8的波形,并找出其中导通时间最短(高电平宽度最窄)的波形与CHPS的波形进行比较,并调整RV2,使两波形符合图7-20所示的形状。
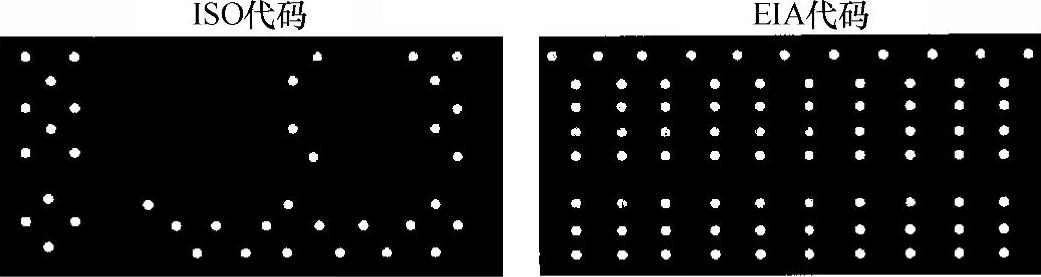
图7-19 测试纸带(https://www.daowen.com)
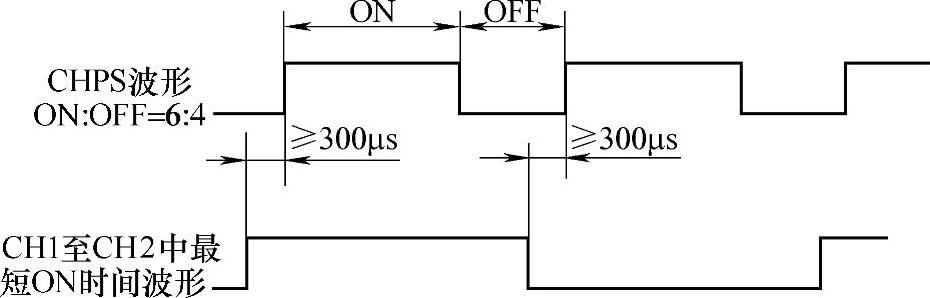
图7-20 纸带阅读机波形
6.确认数控系统与机床侧的接口
目前数控系统一般有自诊断功能,并由CRT显示数控系统与机床接口及数控装置内部的状态。带有可编程序控制器时,有从NC到PC、PC到NC、PC到MT(机床)、MT到PC的各种信号。各信号的含义及相互逻辑关系随各PC的梯形图而异,应参照随机床提供的梯形图说明书(内含诊断地址表),通过自诊断显示来确认数控系统与机床之间的接口信号状态是否正确。
7.确认数控系统各种参数的设定
设定系统参数(包括PC参数)的目的是:当数控装置与机床相连接时使机床具有最佳的工作性能。即使是同一型号的数控装置,其参数设定也随机床而异,随机附带的参数表是机床的重要技术资料,应妥善保存,不得遗失,否则在机床保养和维修中将会给恢复机床的工作性能带来很大困难。显示参数的方法随各类数控装置而异,但多数都可通过按MDI/CRT单元的“PARAM”键来显示已存入系统存储器的参数,显示的参数内容应与机床安装调整完成后的参数表一致。有些主轴伺服系统采用数字式伺服系统选择电动机电流极限和主轴转速等设定,而不是用短路棒来设定,此时也必须根据随机说明书一一进行确认。最后关断数控系统电源,连接电动机的动力线,并将速度控制单元设定为电动机断线,这时会产生报警的状态。
8.检查机床状态
系统工作正常时应无任何报警,但为了预防意外,应在接通电源的同时做好随时按急停按钮的准备。伺服电动机的反馈线反接或断线均会出现机床暴走现象,这时需立即切断电源,检查线路连接是否正确。在正常情况下,电动机首次通电瞬时可能会有微小转动,但系统的自动漂移补偿功能会使电动机轴立即返回并定位。此后即使电源再次断开、接通,电动机轴也不会转动。可以通过多次接通、断开电源或按下急停按钮的操作来确认电动机是否不转。
9.用手动进给检查各轴的运转情况
首先用手动进给连续移动机床各轴运动部件,通过DPL或CRT显示值检查机床部件移动方向是否正确。如不正确,应将电动机动力线、检测信号线反接。然后检查坐标轴运动的距离是否正确,如通过MDI操作输入移动指令,检查坐标轴的移动是否符合指令。否则,应检查有关指令、反馈参数以及位置控制环增益等参数设定是否正确。此外,还要用手动进给低速移动机床有关部件,并使移动轴碰到超程开关使其动作,用以检查超程限位是否有效,机床是否准确停止,以及数控装置是否在超程时发出报警。最后,用点动或手动快速移动机床有关部件,观察在最大进给速度时是否发生误差过大报警。
10.返回机床基准点
机床的基准点是再次进行加工的程序基准位置,直接影响到加工精度,因此必须检查有无基准点功能及每次返回基准点的位置是否完全一致。
11.确认数控装置功能是否符合订货要求
可用适合于该铣床且简单明了的测试纸带(如具有直线、圆弧移动指令、控制轴联动、固定循环等应该具备的功能纸带)上机运行检查。数控装置的功能通常都包括基本功能和选择功能,这些功能一般以软件形式提供,只能在安装调整之后,数控装置处于无报警的正常状态时通过CRT显示,或使机床运行并对照订货要求检查确认。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






