数控机床的安装是数控机床调试前的重要工作,这项工作要认真、仔细地去做。安装工作完成了,调试工作才能进行,否则调试工作将不能顺利进行。
1.开箱
开箱要取得生产厂商的同意,如果厂商在现场更好,一旦发现运输过程的问题即可及时解决。对于进口数控机床,必须按照规定通知商检部门到达现场,经同意后才能开箱,同时商检部门对开箱的全过程进行监管,开箱后商检部门要检查设备的外观质量,对以后的设备验收也实施监控,若出现外在或内在的质量问题,商检部门将与外商交涉协商解决。
在开箱之前,要将包装箱运至所要安装机床的附近,以避免在拆箱后搬运较长的距离而引起较长时间振动和灰尘、污物的侵入。当室外温度与室内温度相差较大时,应当使机床温度逐步过渡到室温,避免由于温度的突变造成空气中的水汽凝聚,以致在数控机床的内部零部件或电路板上引起锈蚀。
在拆箱时,一般应先拆去顶盖,然后再拆4个侧板。在拆卸包装箱时,一定要注意不要让包装箱板碰坏机床,特别是机床的电动机、电器柜、CRT显示器和操作面板等。
顶盖和4个侧板拆除后,要检查机床的运输情况,如发现问题要及时与生产厂商或有关部门联系。如果没有问题,可拆除包装机床的密封罩,取出机床资料、说明书及装箱清单。
拆卸机床与包装底座的连接螺钉等,用吊车吊运机床和各部件。一般的数控机床不准用滚棒滚运,以免滚运中的振动丧失精度和损坏机床。
2.检查外观
机床包装箱及包装密封罩被打开以后,要认真、彻底地检查数控机床的全部外观,包括各部件及附件。如果发现碰伤、损坏以及被盗等现象,要及时与厂商或有关部门联系。如果是进口数控机床,除商检部门与外商联系外,还要与在国内的办事处或代表处取得联系。
很多中、大型数控机床一般是由两个或两个以上的包装箱分开包装机床的附件、部件和备件等。附件一般有切削液装置、排屑器、液压装置等;部件一般有刀库、工作台及托盘;更大的设备还会将床身解体分开包装。不管有多少包装箱,包装箱打开后都必须认真检查其外观。
3.按装箱单查对机床附件、备件、工具及资料说明书
拿到装箱单后,按照清单认真查对各附件、备件、工具、刀具及有关资料和说明书等。通常在查对装箱单时,厂商要有代表在场。如果是进口设备,厂商代表、商检部门人员都要在场,以便出现问题及时登记、处理并解决。
4.安装的技术要求
1)垫铁的型号、规格和布置位置应符合设备技术文件的规定。当无规定时,应符合下列要求:①每一地脚螺栓近旁,应至少有一组垫铁;②垫铁组在能放稳和不影响灌浆的条件下,宜靠近地脚螺栓和底座主要受力部位的下方;③相邻两个垫铁组之间的距离不宜大于800mm;④机床底座接缝处的两侧,应各垫一组垫铁;⑤每一垫铁组的块数不应超过三块。
2)每一垫铁组应放置整齐、平稳且接触良好。
3)机床调平后,垫铁组伸入机床底座底面的长度应超过地脚螺栓的中心,垫铁端面应露出机床底面的外缘,平垫铁宜露出10~30mm,斜垫铁宜露出10~50mm,螺栓调整垫铁应留有再调整的余量。
4)调平机床时应使机床处于自由状态,不应采用紧固地脚螺栓局部加压等方法,强制机床变形使之达到精度要求。对于床身长度大于8m的机床,达到“自然调平”的要求有困难时,可先经过“自然调平”,然后采用机床技术要求允许的方法强制达到相关的精度要求。
5)组装机床的部件和组件应符合下列要求:①组装的程序、方法和技术要求应符合设备技术文件的规定,出厂时已装配好的零件、部件,不宜再拆装;②组装的环境应清洁,精度要求高的部件和组件的组装环境应符合设备技术文件的规定;③零件、部件应清洗洁净,其加工面不得被磕碰、划伤和产生锈蚀;④机床的移动、转动部件组装后,其运动应平稳、灵活、轻便、无阻滞现象,变位机构应准确可靠地移到规定位置;⑤组装重要和特别重要的固定结合面,应符合机床技术规范中的相关检验要求。
5.机床就位
通常是由厂商的服务人员进行,用户配合来完成这项工作。
将机床放置在减振垫铁或固定垫铁上,如果需要固定,则将地脚螺钉穿入机床底座上的各支承指定位置,然后在螺钉地孔中灌入水泥,等待水泥完全干透。(www.daowen.com)
机床与减振垫铁或固定垫铁安装好以后,可以对机床进行清洗,清除油封。如果是小型机床或没有分解包装的机床,可对机床主机在没通电的情况下粗找水平,这样做是为防止机床变形。
6.机床连接
机床部分的连接主要做如下几项工作:
①拆卸为防止在吊装和运输过程当中的位移、碰撞等安装的固定板、隔板、压板等。
②去除安装连接面、导轨、主轴内锥面和端面、机械手、刀库、工作台表面及各运动面和金属外露表面的防锈油,并做好机床控制柜、电器柜、操作面板、CRT显示器及各部件、附件的外表清洁工作。
③对于大型或较大型数控机床,按照装配图将各部件如立柱、长床身、工作台、机械手及刀库等组装成整机,其中包括数控柜、电器柜的安装。在安装时注意,一定要让机床使用原用的各类销、螺钉、定位块及连接板等,以免出现差错。
④连接液压系统、气动系统、切削液系统和排屑装置上的各外部管路,并注意各输入和输出管路不要接错,同时要注意在连接过程中的清洁工作和管接头的紧固。
⑤安装各防护罩和防护板。
⑥固定好操作台,如果是能移动的操作台,在连接时要保证移动自如、可靠。
7.数控柜、强电柜的外部和内部电缆连接
(1)外部电缆连接
外部电缆连接是指数控装置与操作台上的MDI/CRT的连接,与强电柜、机床操作面板、各坐标的伺服电动机、主轴驱动电动机、坐标测速电动机、主轴测速电动机、坐标位置检测如光栅尺和编码器的连接。还有可移动操作装置、电子手轮(手摇脉冲发生器)、液压系统、气动系统、切削液系统、排屑器、制冷装置及中心润滑系统等的电缆连接。
在连接这些电缆时,一定要注意电缆端部的接线标号,不要接错。在接信号地、强电地及机床地时,要严格按照如前所述的方法进行接地。
(2)内部电缆连接
内部电缆连接主要是指数控柜内部的电源模块、坐标伺服模块及主轴驱动模块等的各电缆插头要与对应的插座安装好。在许多数控机床上,这部分工作在出厂前都已连接好,并在厂内调完数控机床后不需将这些插头拔下。而有些数控机床在厂家调完后为了防止吊装、运输过程中的损坏,将插头拔掉。
(3)数控系统电源线的连接
数控系统电源线的连接是指数控柜电源变压器输入电缆的连接和伺服变压器绕组插头的连接。对于进口的数控系统或数控机床,更要注意电源变压器输入电缆的连接和伺服变压器绕组插头的连接。因为许多国家与我国的供电制式不同,国外数控机床生产厂家为了适应各国不同的供电情况,不论是数控系统的电源变压器,还是伺服系统的变压器都有多个插头。这就要求必须按照我国供电的具体情况进行正确连接,否则将会出现故障和不必要的损失。
图7-5所示为某卧式可交换工作台加工中心的连接框图。
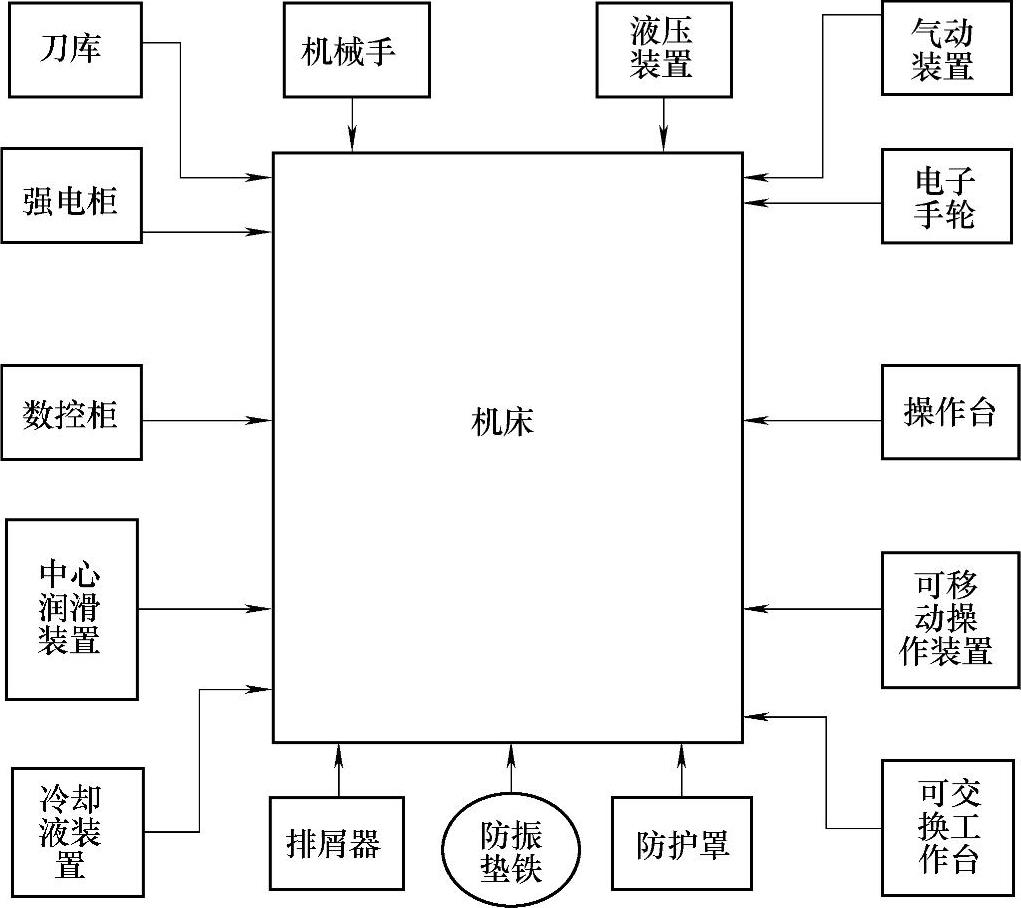
图7-5 某卧式可交换工作台加工中心的连接框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






