SINUMERIK 840D应用系统软件的安装与调试主要包括PLC软件的安装和机床数据的调试。我们以TURBOMILL-1800五联动叶片数控加工中心为例,详细介绍SINUMERIK 840D应用系统的安装与调试过程。
SINUMERIK 840D数控系统内置了CPU315-2DP可编程控制器,使用的PLC编程工具是STEP 7编程软件,一套PLC机床控制程序,包括基本PLC部分和追加部分。基本部分是一套SINUMERIK 840D基本应用所必需的,一般由随系统提供的SINUMERIK 840D Toolbox软件生成;追加部分是根据机床控制规模和控制需求而增加的部分。基本PLC程序是基础,追加的部分是重点。
1.基本PLC程序的生成
一般一套SINUMERIK 840D数控系统会随机提供3组6张(对高版本的可能有多张)软盘,其中有一组SINUMERIK 840D Toolbox内软盘是生成PLC基本程序。它构成了本机床PLC程序的基本框架,按下列步骤生成基本PLC程序:
①复制A:\S7V2.8x01\Gp8xod.exe文件到C:\TURBOMILL-1800\PLC-BAS\下。
②然后双击C:TURBOMILL-1800\PLC-BAS\Gp8xod.exe,随之会自动解压生成一个文件夹C:\TURBOMILL-1800\PLC-BAS\Gp8xod53,53是(软件版本SW5.3)随着软件版本的升级而不断变化。
③运行STEP7编程软件:在目录C:\TURBOMILL-1800\PLC\下,新建一个项目(Project)VMC-75.S7P,建好后,在File\Open\Library(在Browse下找到C:\TURBOM-ILL-1800\Gp8xod51\Gp8xod)打开Gp8xod中的Bausieine(德文)意为块,将Gp8xod的Bausieine中的所有块复制到新建的Project下的Block中。
图6-19是新生成PLC程序结构图,从图中可以看出它有三类模块:组织块OB(Organiza-tion Block)、功能块FB(Function Block)和功能FC(Function)。
①组织块OB,共有OB0~OB255的256个组织块,是PLC-CPU直接扫描的程序块之一,在组织块OB块内编辑的PLC程序直接被扫描执行。组织块OB的另一个功能是调用其他的功能块FB和功能FC。
②功能块FB,共有FB0~FB255的256个功能块。PLC-CPU不能直接扫描程序块FB的控制程序,通过组织块OB块内编辑的PLC程序来调用,只有组织块OB调用后,功能块FB的内容才被PLC-CPU扫描执行。功能块FB的主要功能是编辑机床PLC控制程序。功能块FB在STEP5和STEP7编程软件中都有。
③功能FC,共有FC0~FC255的256个功能。PLC-CPU不能直接扫描功能FC的控制程序,通过组织块OB块内编辑的PLC程序来调用。只有组织块OB调用后,功能FC的程序才被PLC-CPU扫描执行。功能FC的主要功能是编辑机床PLC控制程序。功能FC在STEP5编程软件没有,只在STEP7中才有。
功能块FB、功能FC只有在组织块OB中调用后才生效,完成其控制功能。PLC程序的执行是先扫描OB块,再扫描OB块中被调用的FB、FC块。
组织块OB1是循环处理块,一般处理用户追加的功能块。
组织块OB40负责报警信号的处理。
组织块OB100负责PLC系统的再起动。
FB1是PLC起动功能块,对PLC的起动运行起支持作用。
FB2/3/4这三个功能块完成变量读取,为周边设备接口服务。
FC2基本程序循环起动,支持NCK完成模式组、通道、坐标轴和主轴的控制。模式组为数控系统的工作方式组,可分为模态和管态两种模式。
FC10完成错误及操作信息的处理。
FC14控制机床控制面板MCP、手持单元HHU。
FC0~FC25是系统功能,一般用户不能打开,不能修改,只能根据需要进行功能调用。用户私有的PLC程序,只能在上述基本程序的基础上增加功能块,一般在FC40~FC255之内。
组织块OB内可以直接编写STEP 7指令语句,其中调用功能块是其主要功能之一。
图6-20为PLC程序功能调用图,其最大嵌套调用深度为8层。
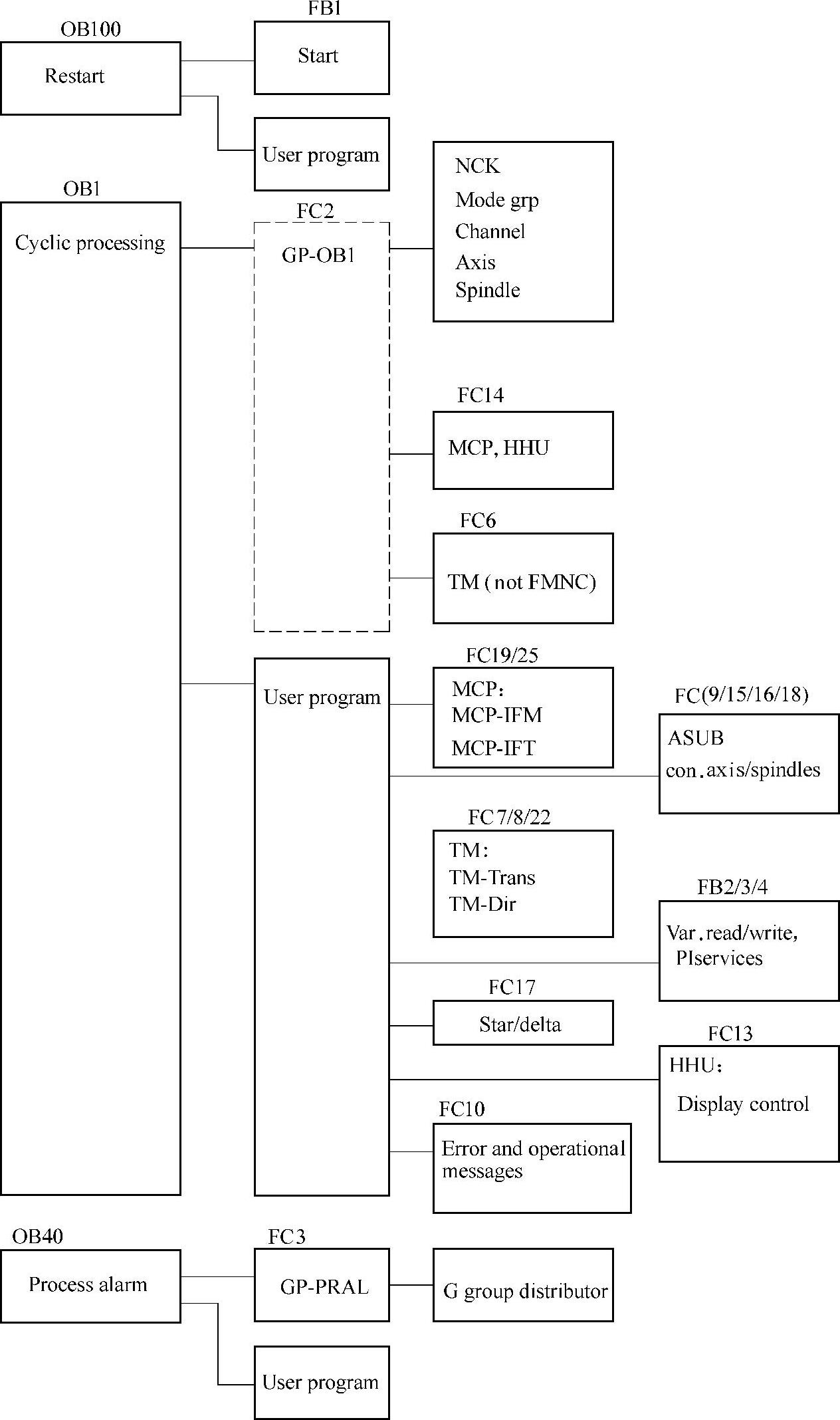
图6-19 PLC程序结构图
2.PLC内存的清除
为了使数控系统及内置PLC能可靠、高效运行,一般需清除无用数据,释放出更多的存储空间,装载有用数据程序。
连接好编程器与SINUMERIK 840D之间的MPI通信电缆及PC适配器,清除SINUMERIK840D的PLC存储区,其步骤如下:
①将NCU上S4旋钮开关拧到“3”的位置上。按一下NCU上“Reset”复位按钮,等到中央控制单元NCU(Numerical Control Unit)上的数码管显示为“6”。
②然后将NCU上S4旋钮开关,由“3”拧到“2”,等若干秒后,再拧回到“3”,再停若干秒。
③将NCU上“S4”缓慢从“3”→“2”→“1”→“0”拧动,此时NCU上的两排LED中右边一排的红灯应灭掉,仅剩右上的一个绿灯亮,这样就完成了PLC内存清除。
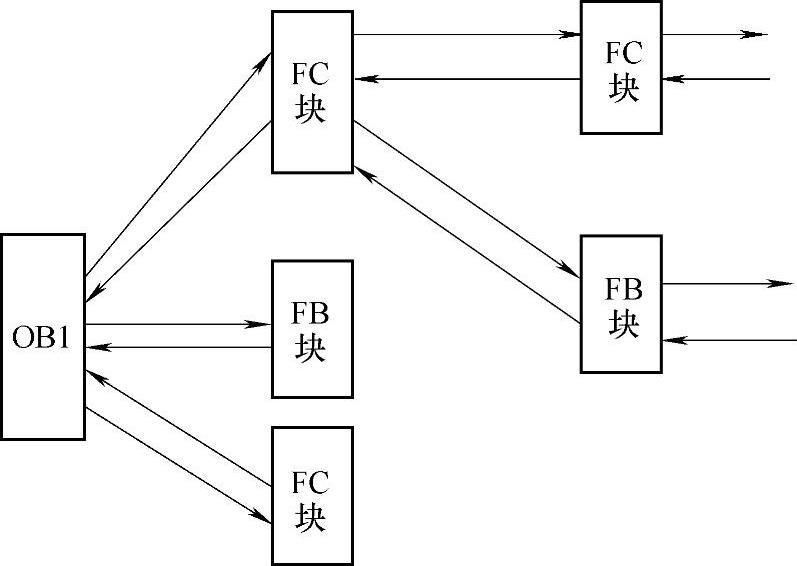
图6-20 PLC程序功能调用图
3.基本PLC程序的下载
运行STEP7软件,打开目录C:\TLTRBOMILL-1800\PLC\下的TURBOMILL-1800.S7P项目管理文件,选择在线(Online)模式。将NCU上S4旋钮开关的位置拧到“2”的位置,将TURBOMILL-1800.S7P项目管理文件的块(Block)中的内容下载(Down-load)到SINUMERIK 840D中。下载成功后,将NCU上S4旋钮开关的位置拧到“0”的位置,并按一下复位,此时机床控制面板(MCP)上各按键指示灯LED不再闪动,这标志SINUMERIK 840D内置PLC起动成功。
4.标准功能块的调用
西门子数控系统配有很多功能部件,为完成这些功能部件的标准应用而开发的PLC程序已预装在系统中,用户只需按所给定的调用格式调用,便可以完成其复杂的控制功能,我们把这类功能块叫做标准功能,一般是小标号的功能和功能块。如机床操作面板MCP按钮控制程序功能FC19就是其中之一。只有在OB块中调用后,机床操作面板MCP按钮功能才生效。
打开C:\TURBOMILL-1800\PLC\下的TURBOMILL-1800.S7P项目管理文件的OB1,在组织块OB1中,调用标准功能块FC19:
Call FC19
BAGNo:=B#16#1(第一方式组)
CHANNo:=B#16#1(第一通道,SINUMERIK 840D共有10个通道,本机床仅用第一通道)
Spindle IFNo:=B#16#6(第6轴为主轴,SINUMERIK 840D可以配31个主轴)
Feed Hold:=DB21.DBX6.0
Spindle Hold:=DB33.DBX4.3(进给/主轴使能状态输出)
将PLC程序存盘(Save),并下载(Download)到PLC中。
若正确,则MCP上有LED亮。如操作方式选择点动(JOG)、单段程序(Single Block)等,LED指示灯会亮。
5.附加功能块的加入
在SINUMERIK 840D中,除了进行标准功能调用外,还需要附加功能(块)。主要作用:完成液压、主轴、进给轴的控制及刀具的管理与控制。一般选用标号大于40的功能(块)FC(B),如FC(B)40~FC(B)255的功能(块)。
在TURBOMILL-1800.S7P项目管理程序的块(BLOCK)下,按鼠标左键,选择Insert插入一个块FC70,用于液压控制;用同样方法插入FC71、FC72、FC73、FC74、FC75、FC76、FC77,分别用于:
FC71用于控制主轴S;
FC72用于控制进给轴X;
FC73用于控制进给轴Y;
FC74用于控制进给轴Z;
FC75用于控制进给轴A;
FC76用于控制进给轴B;
FC77用于控制进给刀库管理与控制。
打开FC70功能,并在Network 1中编入液压控制程序:
AI32.0(液压泵起动按钮)(www.daowen.com)
OQ32.0
AN I32.1(液压泵停止按钮)
=Q32.0(液压泵起动输出)
打开功能FC71,并在Network 1中编入主轴控制程序(主轴是第6号轴):
AQ32.0
AI32.2(主轴液压压力OK)
AQ2.1(机床主轴上电LED指示灯)
=DB36.DBX1.5(主轴的第1位置测量系统生效,即电机内置编码器既作速度环的转速负反馈,又作位置环的位置检测)
=DB36.DBX2.1(主轴的控制使能生效)
=DB36.DBX21.7(主轴的脉冲使能生效)
打开X轴控制功能FC72,并在Network 1中编入X轴进给轴控制程序:
AQ32.0
AI32.3(进给液压压力OK)
AQ1.7(进给上电LED指示灯亮)
=DB31.DBX1.6(轴1的第2位置测量系统生效,即电机内置编码器只作速度环的转速负反馈,位置环的位置检测另有其他检测系统完成。一般来说:对于直线轴,用直线光作检测,对于旋转轴,用一和旋转轴同轴的旋转编码器作位置检测)
=DB31.DBX2.1(轴1的控制使能生效)
=DB31.DBX21.7(轴1的脉冲使能生效)
打开Y轴控制功能FC73,并在Network 1中编入进给轴控制程序:
AQ32.0
AI32.3(进给液压压力OK)
AQ1.7(进给上电LED指示灯亮)
=DB32.DBX1.6(第2轴的第2位置测量生效)
=DB32.DBX2.1(第2轴的控制使能生效)
=DB32.DBX21.7(第2轴的脉冲使能生效)
打开Z轴控制功能FC74,并在Network 1中编入进给轴控制程序:
AQ32.0
AI32.3(进给液压压力OK)
AQ1.7(进给上电LED指示灯亮)
=DB33.DBX1.6(第3轴的第2位置测量生效)
=DB33.DBX2.1(第3轴的控制使能生效)
=DB33.DBX21.7(第3轴的脉冲使能生效)
打开A轴控制功能FC75,并在Network 1中编入进给轴控制程序:
AQ32.0
AI32.3(进给液压压力OK)
AQ1.7(进给上电LED指示灯亮)
=DB34.DBX1.6(第4轴的第2位置测量生效)
=DB34.DBX2.1(第4轴的控制使能生效)
=DB34.DBX21.7(第4轴的脉冲使能生效)
打开B轴控制功能FC76,并在Network 1中编入进给轴控制程序:
AQ32.0
AI32.3(进给液压压力OK)
AQ1.7(进给上电LED指示灯亮)
=DB35.DBX1.6(第5轴的第2位置测量生效)
=DB35.DBX2.1(第5轴的控制使能生效)
=DB35.DBX21.7(第5轴的脉冲使能生效)
并在OB1中插入一个控制网络(Network),并编入:
CALL FC70
CALL FC71
CALL FC72
CALL FC73
CALL FC74
CALL FC75
CALL FC76
CALL FC77
将PLC程序存盘(Save),并下载(Download)到PLC中;只有调用后,前面编辑的FC70~FC77才会生效。
使用附加功能(块)时,是先在功能块栏插入附加功能,编好控制程序,下载后再在OB1或在OB40中调用,即先插入后调用。
存盘(Save),并下载(Download)到SINUMERIK 840D中,就可以控制五进给轴及主轴运转。
PLC程序主体框架现已基本构成,如果还要编写其他辅助控制程序,可在另外的FC××(××最好>80,如FC80、81等)的功能块中编写,同样需要在组织块OB1、OB20、OB40中调用,并下载(Download)到SINUMERIK 840D中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






