机床调试时进行伺服参数初始化设定的步骤:
1)在急停状态下,接通电源。
2)设定显示伺服调整画面的参数。
参数3111

3111#0(SVS)0:不显示伺服调整画面;
1:显示伺服调整画面。
3)切断电源,然后再接通电源。
4)按以下步骤显示伺服参数设定画面:按【SYSTEM】键,按【>】键,【Sv.PARA】键。
5)利用光标、翻页键和数字键输入初始设定数据,如图6-4所示。
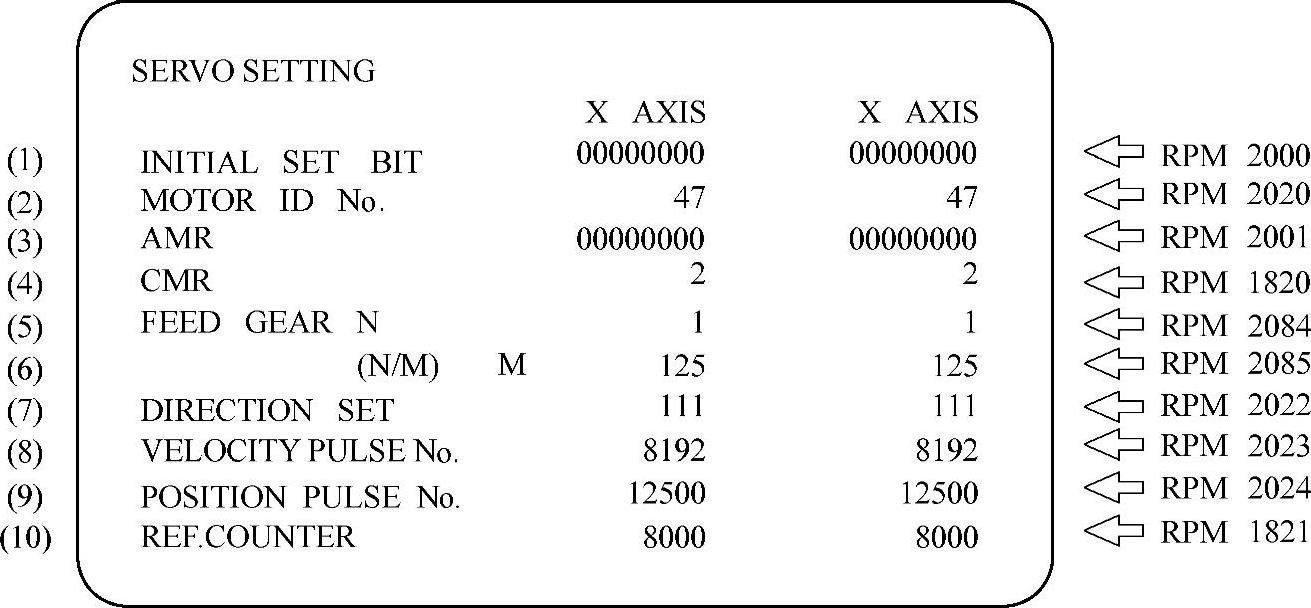
图6-4 伺服参数设置画面
①初始化设定位。
参数2000:

20000#0(PLC01)
0:参数2023、2024按其设定值使用。2023和2024参数含义见后面介绍;
1:参数2023、2024按其设定值的10倍使用。
2000#1(DGPRM)
0:进行数字伺服参数初始化;
1:不进行数字伺服参数初始化。
2000#3(PRMCAL)
1:进行参数初始化时,自动变为“1”。根据编码器的脉冲数,以下参数自动设定:
PRM2043(PK1V),PRM2044(PK2V),PRM2047(POA1),PRM2053(PPMAX),PRM2054(PDDP),PRM2056(EMFCMP),RM2057(PVPA),PRM2059(EMFBAS),PRM2074(AALPH),PRM2076(WKAC)。
一般把2000#1设为0,其他位不变,CNC自动把伺服有关参数初始化。
②电动机代号。(www.daowen.com)
参数号2020设定各轴电动机代号,用于CNC调用相应伺服软件功能。
若选βi伺服电动机,可设定的电动机代码号见表6-5。该项参数的设置必须与实物相对应,才能正确运行。
表6-5 βi伺服电动机代号表

③参数号:1820。设定指令倍乘比(CMR),设定该参数需关断电源。数据类型为字节型。设定各轴表示最小移动单位和检测单位的指令倍乘比,最小移动单位=检测单位×指令倍乘比,在用柔性进给齿轮比时,一般CMR=1,设定值=2×CMR。
④柔性进给齿轮比N/M
参数号:2084——柔性进给齿轮比N;
2085——柔性进给齿轮比M。
公式:N/M=电动机一转所需位置反馈脉冲数/1000000。
柔性进给齿轮比参数设置见表6-6。
表6-6 柔性进给齿轮比参数设置

从表6-6中可以看出:当设计精度为1/1000mm,即1μm时,要使电动机转1转工作台移动10mm,则要求电动机转1转所需反馈脉冲数为10000个,调试时应设定参数N=1,M=100。
⑤移动方向。
参数号:2020。电动机旋转方向;
111:电动机正方向(CW);
-111:电动机反方向(CCW)。
电动机旋转方向与实际移动方向不吻合时,可变更此参数。
⑥速度脉冲数、位置脉冲数设定。
参数号:2023。速度反馈脉冲数,一般固定设定8192;
参数号:2024。位置反馈脉冲数,一般固定设定12500。
这两个参数在一般使用中不要变更,使用默认值。
⑦参考计数器。
参数号:1821。设定参考计数器容量(0~99999999),一般设定1转所需位置脉冲数。
⑧上述有些参数变更后会提示切断电源再开机,则必须按此要求操作,否则不能完成参数的设置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




