所谓参数(Parameter),是指当CNC与机床组合在一起之后,为了最大限度地发挥CNC机床的功能而设置的值。每一步都需按照数控系统说明书的说明来调整,即使是同一种数控系统,其参数设定也是随机而异的。随机附带的参数表是机床的重要技术资料,应妥善保管,不得遗失,否则将给机床的维修和恢复性能带来困难。显示参数的方法随各类数控机床而异,大多数厂家产品可通过按压MDI/CRT单元上的“PARAM”(参数)键来显示已存入系统存储器的参数。显示的参数内容应与机床安装调试完成后的参数表一致。如果进给控制和主轴控制是数字式的,那么它的参数设定也是用数字设定参数,而不是用短路棒。
在CNC与伺服接通之后,CRT(或LCD)会出现报警,先不用理会。此时,必须根据随机所带的说明书对系统中各种参数一一予以确认。
1.系统参数确认
FANUC的每台数控系统都带有随机参数表。在FANUC 0i中9900号以上的参数即为系统参数(即所谓的保密参数)。它规定了一些基本功能,用户需按照此表设置。系统出厂时FANUC已经设好,0C和0i不必设。但是,对于0D(0TD和0MD)系统,须根据实际机床功能设定#932~#935的参数位。机床出厂时,系统功能参数表必须交给机床用户。
1)参数的显示。操作步骤如下:按MDI面板的功能键【SYSTEM】一次或多次后,再换软键【参数】选择参数画面,如图6-1所示。
参数画面由多页组成,通过以下两种方法显示需要显示的参数所在的页面:
①用翻页键或光标移动键,显示需要的页面。
②从键盘输入想显示的参数号,然后按软键【No.检索】,这样可显示包括指定的数据所在的参数页面,光标在指定数据的位置(数据部分变成反转文字显示)。
注:用操作选择软键显示的软键一旦开始输入,软键显示将被包括【No.检索】在内的操作选择软键自动取代。按【操作】软键也能变更操作选择软键的显示。
2)用MDI设定参数,按下列步骤设定参数:
①将NC置于MDI方式或急停状态。
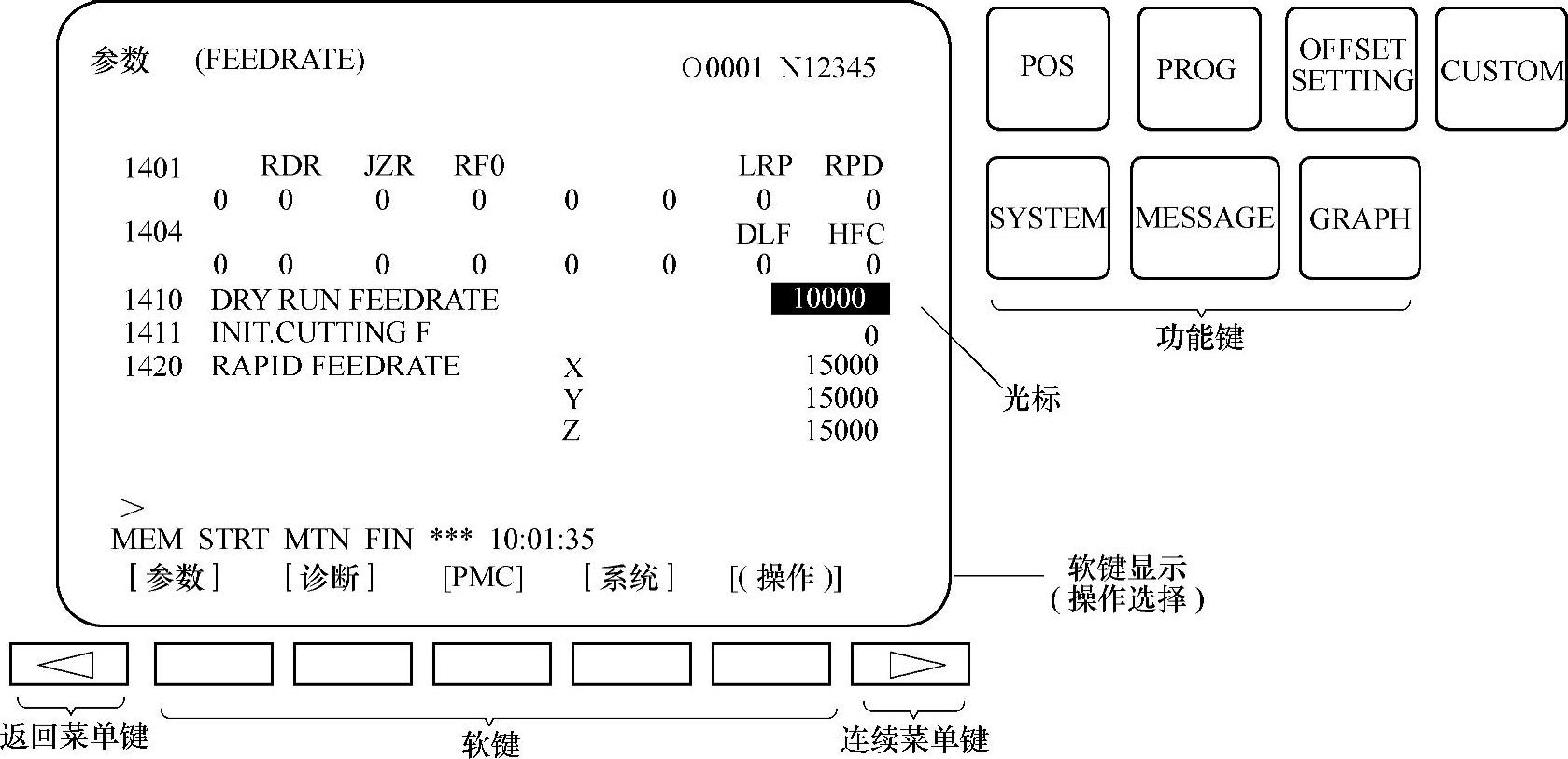
图6-1 参数画面
②用以下步骤使参数处于可写状态。
a.按【OFFSET SETTING】功能键几次,或按功能键【OFFSET SETTING】一次后,再按软键【SETTING】,可显示设定画面(显示设定画面的第一页),如图6-2所示。
b.将光标移至【PARAME-TER WRITE】处。
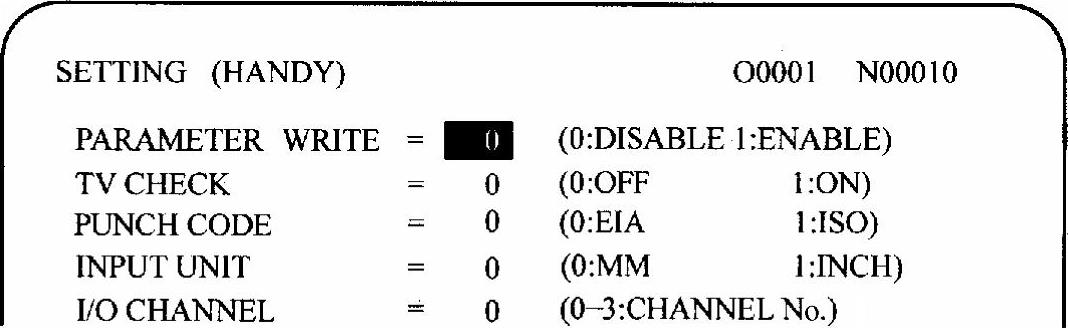
图6-2 参数设置画面
c.按【操作】软键显示操作选择软键。
d.设定“PARAMETER WRITE”=1,按软键【ON:1】,或者输入1,再按软键【输入】,这样参数成为可写入状态,同时CNC发生P/S100报警(允许参数写入)。
③按功能键【OFFSET SETTING】几次,或按功能键【OFFSET SETTING】一次后,再按软键【参数】,显示参数页面。
④显示包括想要设定的参数所在的页面,光标放在想设定的参数的位置(参照“参数的显示”)。
⑤输入数据,然后按【输入】,输入的数据被设定到光标指示的参数中。
图6-3所示为输入12000时显示的页面。
希望从已选择的参数号开始连续地输入数据时,可以在数据和数据之间用(;)分隔进行输入。
例如:用键输入10;20;30;40并按【输入】键时,从光标所在的参数位置开始,按顺序设定10,20,30,40。
3)重复第④步、第⑤步操作。
4)如果参数设定完毕,需将参数设定画面的“PARAMETER WRITE”=1,设定为0,禁止参数设定。
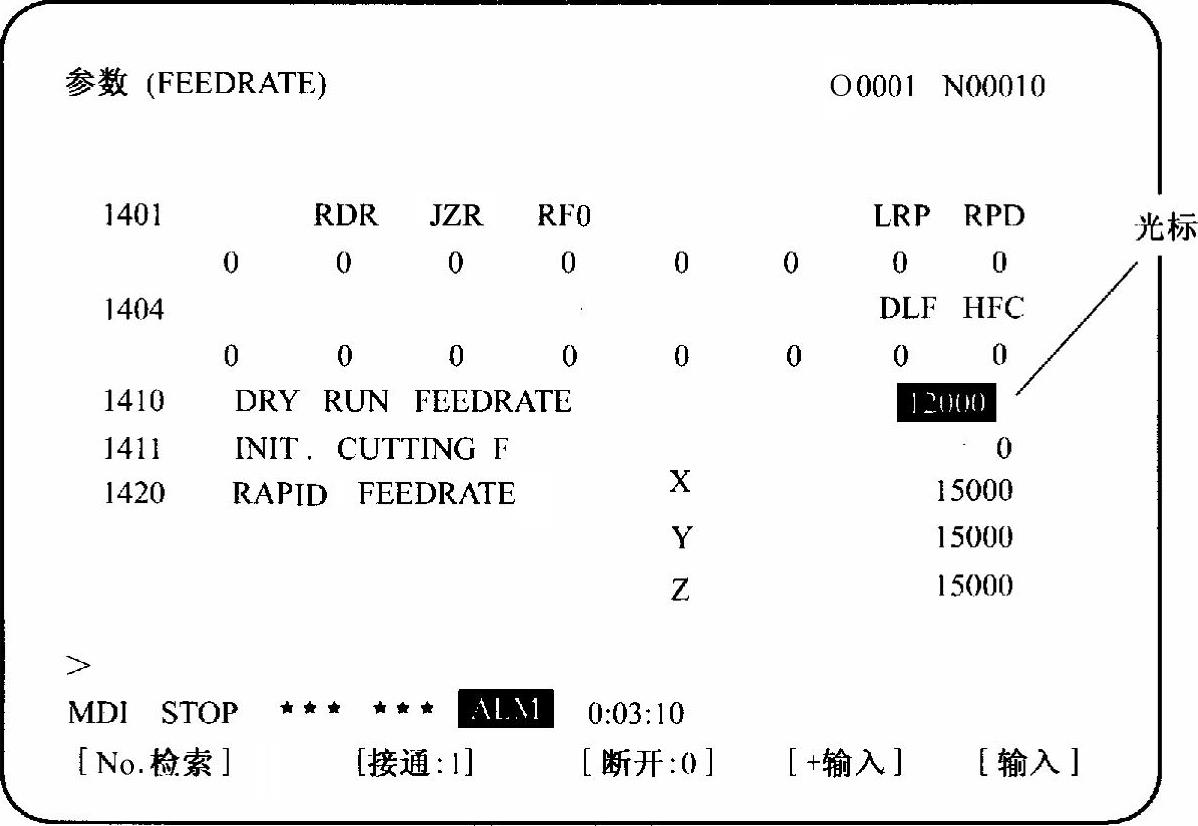
图6-3 输入数据示例
5)复位CNC,解除P/S报警(No.100)。但在设定参数时,有时会出现P/S报警(No.000:需切断电源),此时请关断电源再开机。
2.PC与数控系统通信设置
有关RS-232接口参数的含义如下:
①PRM0000(位型参数):

其中,ISO——0:用EIA代码输出;1:用ISO代码输出。
②PRM0020(选择I/O通道,字节型参数):
00000000:通道0;
00000001:通道1;
00000010:通道2。
③PRM0101(位型参数):

其中,NFD——0:输出数据时,输出同步孔;1:输出数据时,不输出同步孔。
ASI——0:输入/输出时,用EIA或ISO代码;1:输入/输出时,用ASCⅡ代码。
SB2——0:停止位是1位;1:停止位是2位。
④PRM0102(字节型参数):
00000000:输入/输出设备的规格号RS-232C(使用代码DC1~DC4);
00000001:FANUC磁泡盒;
00000010:FANUC Floppy cassette adapter F1;
00000011:PROGRAM FILE Mate,FANUC FA card adapter,FANUC Floppy cassette adapter,FANUC Han即file,FANUC SYSTEM P-MODEL H;
00000100:RS-232C(不使用代码DC1~DC4);
00000101:手提式纸带阅读机;
00000110:FANUC PPR,FANUC SYSTEM P-MODEL G,FANUC SYSTEM P-MODEL H。
⑤PRM0103:波特率(设定传送速度),字节型参数。
一般情况下,通信参数设置如下:
PRM0000设定为00000010;
PRM0020设定为0;
PRM0101设定为00000001;
PRM0102设定为0(用RS-232传输);
PRM0103设定为10(波特率为4800)或11(波特率为9600)。
3.控制轴设定(www.daowen.com)
机床参数(也称NC参数)是机床正常工作及其性能充分发挥的重要保证。FANUC 0i的机床参数号从0到8999,参数说明如表6-1所示。
表6-1 参数按数据类型分类表
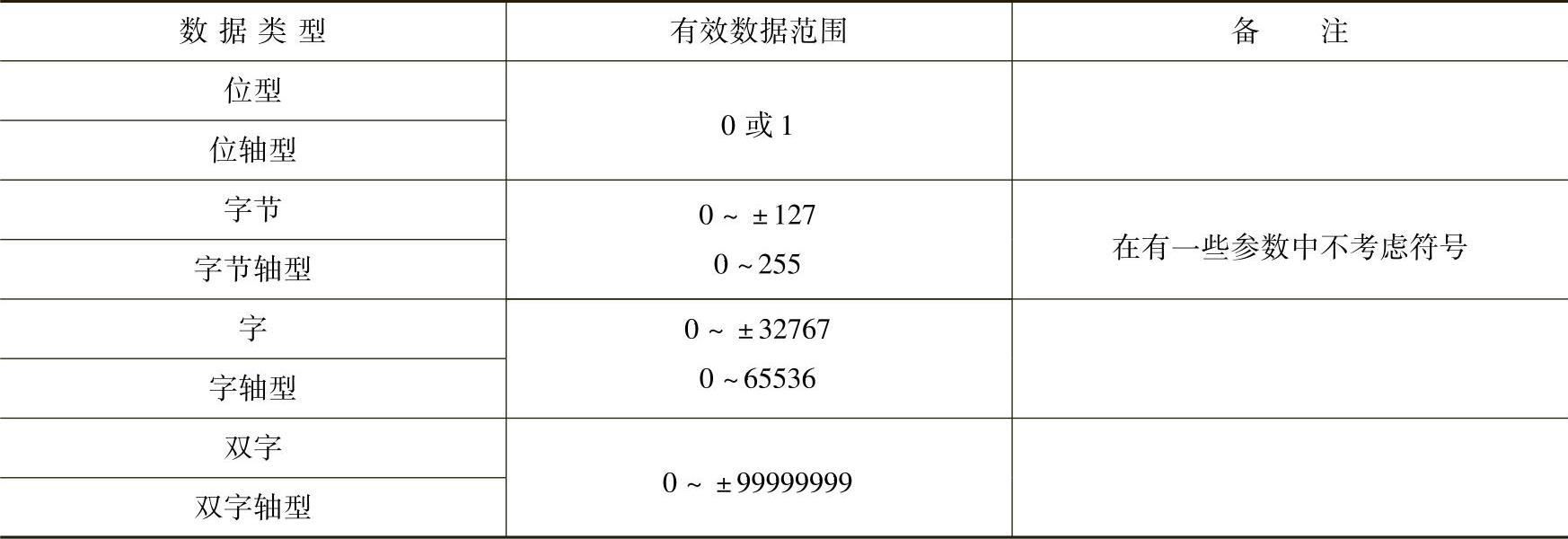
注:①对于位型及位轴型参数,每个数据由8位组成,每个位都有不同的意义。
②轴型参数允许对每个轴分别设定参数。
③数据范围指各类型数据值的一般有效范围,具体的参数值范围实际上并不相同,详细情况参照相关参数说明。
有关轴控制/设定单位的参数这里只介绍几种,具体查看FANUC 0i参数使用说明。

(数据形式)INM:位型,直线轴的最小移动单位为
0:公制(公制机床);1:英制(英制机床)。
注:设定该参数后,需切断一次电源。

(数据形式)位型
JAX:JOG进给、手动快速进给及手动返回参考点。同时控制轴数为
0:1轴;1:3轴。
DLZ:无挡块参考点设定功能是否有效。0:无效;1:有效。(全轴有效)
SFD:是否使用参考点偏移功能。0:不使用:1:使用。
AZR:参考点没有建立时的G28指令:
0:和手动返回参考点一样,使用减速挡块进行参考点返回;
1:出现P/S报警(No.090)。
注:使用无挡块参考点设定功能[参数DLZ(No.1002#1)为“1”或参数DLZx(No.1005#1)为“1”时],与AZR的设定无关,参考点建立之前执行G28指令,出P/S报警(No.090)。
XIK:非直线插补型定位[参数LRP(No.1401#1)为0时],对定位移动中的某个轴进行互锁时:0:只有互锁的轴停止移动,其他轴继续移动;1:所有的轴都停止移动。
IDG:当用无挡块设定参考点时,是否进行禁止参考点再设定参数IDG x(No.1012#0)的自动设定。0:不进行;1:进行。
……
P1010:字节轴型参数,CNC控制轴数,如P1010=3。
P1020:各轴编程时的轴名称,A1=88(轴名称为X),A2=89(轴名称为Y),A3=90(轴名称为Z)。
P1022:在基本坐标系中设定各轴的名称,A1=1(基本3轴中的X轴),A2=2(基本3轴中的Y轴),A3=3(基本3轴中的Z轴)。
注意:该参数一定要设置,否则将不能进行G02、G03插补。
P1023:各轴的伺服轴号(其设定值与控制轴号相同),A1=1,A2=2,A3=3。
P1420:设置各轴快速运行速度。
P1423:设置各轴手动连续进给(JOG进给)时的进给速度。
P1424:设置各轴的手动快速运行速度。
P1825:各轴的伺服环增益,可设置为3000。
P1826:各轴的到位宽度,可设置为20。
P1827:设定各轴切削进给的到位宽度,可设置为20。
P1828:各轴移动中的最大允许位置偏差量,可设置为10000。
P1829:各轴停止中的最大允许位置偏差量,可设置为20。
P8130:总控制轴数,如P8130=3(设定了此参数时,要切断一次电源)。
P8131(设定了此参数时,要切断一次电源)。

HPG:手轮进给是否使用。0:不使用;1:使用。
FID:F1位的进给是否使用。0:不使用;1:使用。
EDC:外部加减速是否使用。0:不使用;1:使用。
AOV:自动拐角倍率是否使用。0:不使用;1:使用。
P8132(设定了此参数时,要切断一次电源)。

TLF:是否使用刀具寿命管理。0:不使用;1:使用。
BCD:是否使用第二辅助功能。0:不使用:1:使用。
LXC:是否使用分度工作台分度。0:不使用;1:使用。
SPK:是否使用小直径深孔钻削循环。0:不使用;1:使用。
SCL:是否使用缩放。0:不使用;1:使用。
P8133(设定了此参数时,要切断一次电源)。

SSC:是否使用恒定表面切削速度控制。0:不使用;1:使用。
SCS:是否使用Cs轮廓控制。0:不使用;1:使用。
SYC:是否使用主轴同步控制。0:不使用;1:使用。
P8134(设定了此参数时,要切断一次电源)。

IAP:是否使用图形对话编程功能。0:不使用:1:使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






