学习查找回路有两个目的:一是了解数控机床电气控制系统的工作原理;二是能够通过使用机床电气手册维修维护数控机床电气系统。
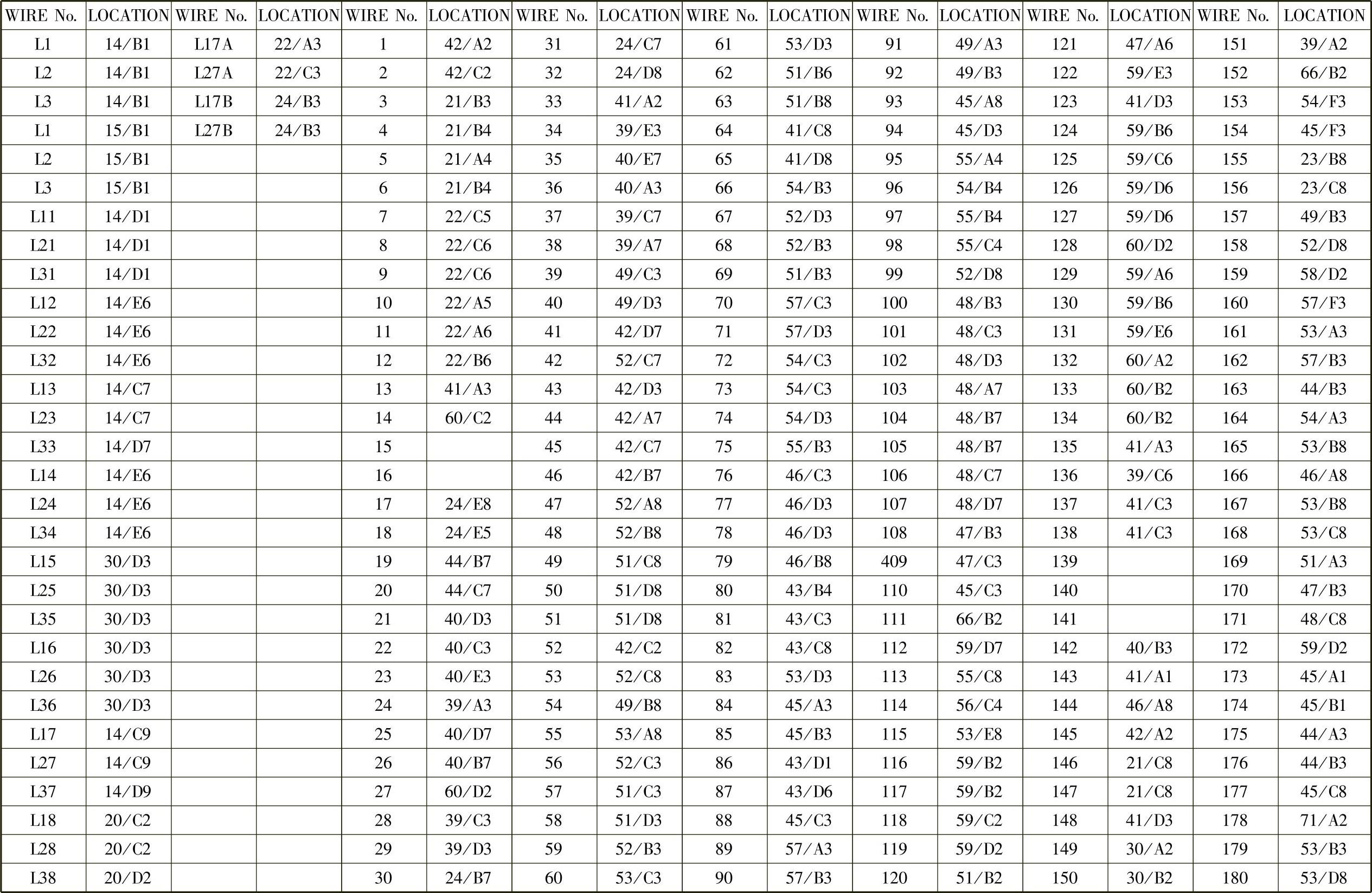
图4-30 线号表

图4-31 符号描述表
使用电气手册的方法很简单,可以说就是按图索骥。对照电气图上所列的元器件和机床上元器件的编号,按照电气图所绘制的控制回路逻辑,一步一步地找到某一个回路的所有线缆和元件。
1.查找电路图例
本小节将会使用一本机床的电气手册,查找其中的切削液电动机控制系统的控制和工作流程。通过查找过程和步骤的讲解,讲述使用机床电气手册的方法。

图4-32 机床电气柜布置图

图4-33 控制回路框图
数控机床切削液电动机的控制有两种方式:程序自动控制(用M指令)和手动控制(控制面板上的开关)。第一种方式是NC将M指令送至PLC,经过PLC的处理后送出控制信号。第二种方式是操作人员在机床操作面板上操作开关,开关的状态信号经过线缆输入到PLC,经过M指令的处理以后送出控制信号。可见两种方式的不同就是:送入PLC的信号是不一样的,但是最终都将从PLC送出控制信号。这两种方式在PLC输出控制信号以后的回路就是同一个回路,下面详细叙述查找切削液电动机控制回路的整个过程(手动方式)。
①在电气手册目录中,查找电动机控制回路所在的页码。电气手册通常会将同一类控制回路放置在一起,以便于查找。在电气手册目录中,查找到电动机控制回路,如图4-34所示,目录表明电动机控制回路在电气手册的25~29页。
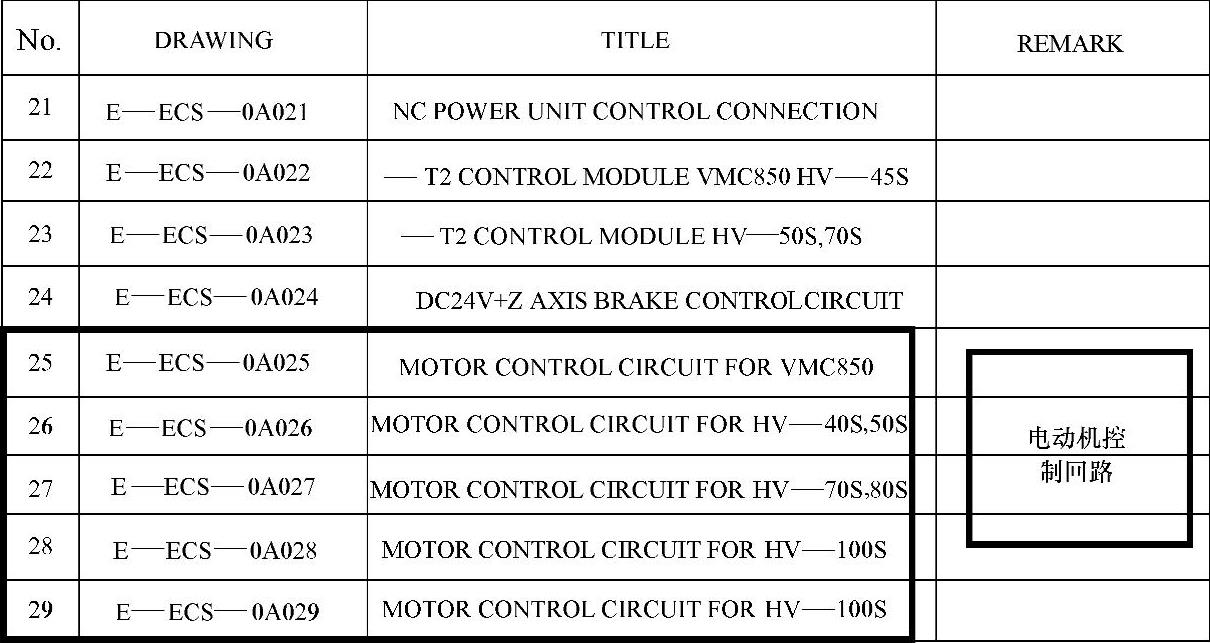
图4-34 目录中电动机控制回路页码
②查找到电动机控制回路,并在其中查找切削液电动机控制回路。根据第一步查找到的页码,查找到电动机控制回路。在电动机控制回路中,有很多个电动机的控制回路图放置在一起,可以通过文字描述和编号查找到切削液电动机控制回路,如图4-35所示。
③查找控制切削液电动机的接触器。在切削液电动机控制回路中,我们可以看到控制切削液电动机的接触器是K2M。接下来就是查找到K2M。K2M是接触器,在该机床中接触器是在110V控制回路中(有的厂家的接触器直接受24V控制回路的控制),如图4-36所示。从图中可知,K2M受继电器K2控制。(https://www.daowen.com)
④查找控制K2M的继电器K2。在数控机床的电气系统中,控制接触器的继电器是由PLC输出信号控制的。因此我们从I/O输出模块中去查找继电器K2,同时查找PLC的输出信号。由目录查找I/O模块,再从I/O模块查找到K2的控制回路。如图4-37所示,继电器K2受PLC输出信号Y1004.3控制。
前面所叙述的内容已经将切削液泵控制回路的PLC以后的部分叙述清楚,但是PLC不可能在没有外部输入信号的情况下进行自动控制,PLC也是要根据系统或者是面板上所输入的信号进行操作。因此,除清楚地说明切削液泵的控制外,还必须查明外部信号是如何进入PLC的。

图4-35 切削液电动机控制回路
⑤PLC输入信号。既然要查清PLC的输入信号,就必须要到I/O输入单元去查找控制切削液泵的信号。根据目录查出I/O单元的页码,在I/O单元里查找控制切削液泵的输入信号。如图4-38所示,在图中清楚地标明了切削液泵的输入信号是X1000.2,并且图中还列出了控制切削液的开关是S33。接下来,我们就要查找S33的位置。
⑥找控制切削液泵的开关S33。控制切削液开启或者是关闭的开关,应该是在操作面板上的开关。可以从机床操作面板上去查找控制切削液泵的开关S33。
至此,我们已经将切削液电动机的控制回路查找清楚。我们按照从开关出发到切削液泵结束的顺序进行叙述如下:
S33→PLC输入端X1000.2→PLC→PLC输出端Y1004.3→继电器PCB板→继电器K2→110V控制回路接触器K2M→切削液泵。
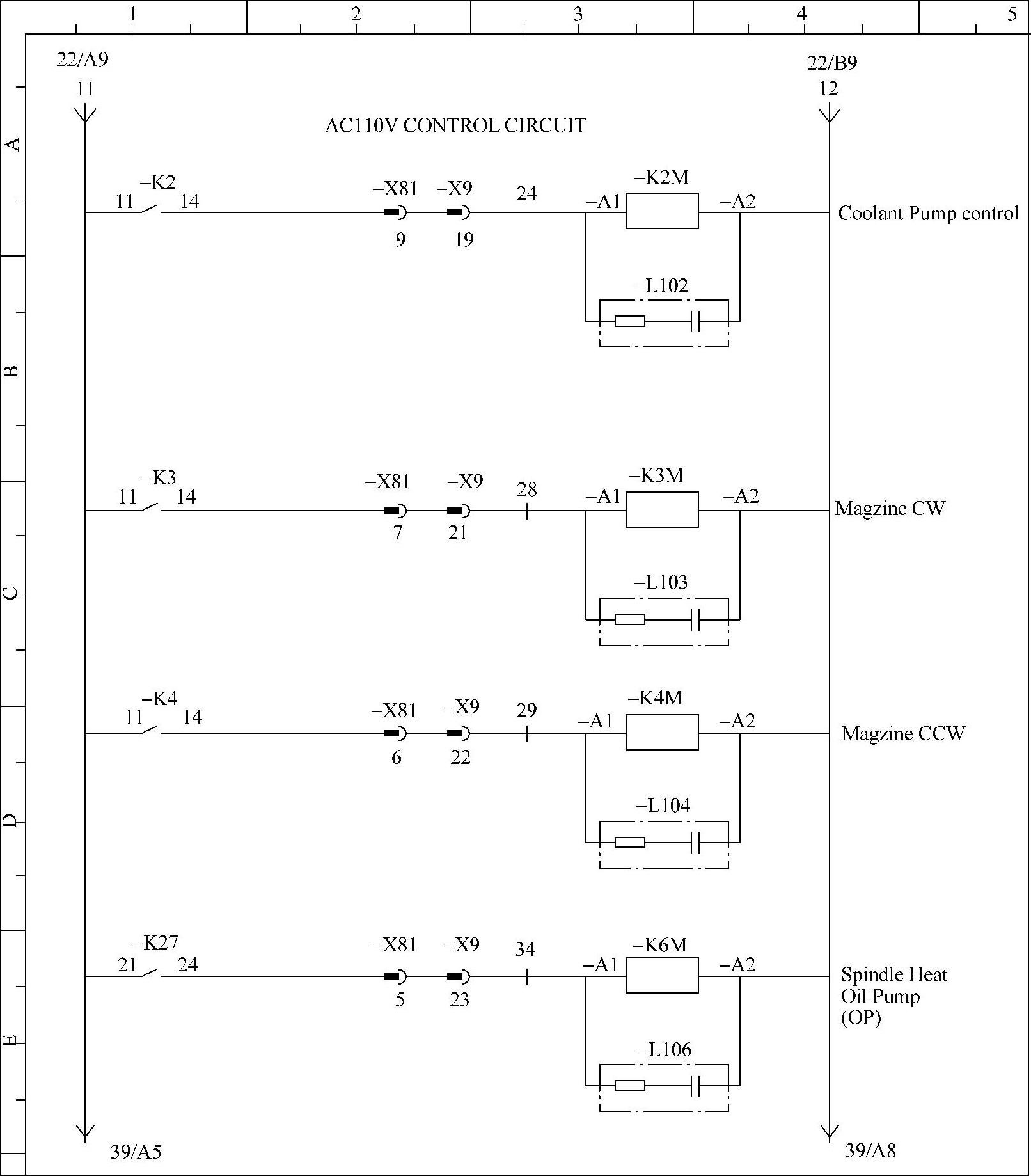
图4-36 切削液电动机控制接触器K2M
2.分析
根据上面所示的图例,可以得出机床电气控制系统的方法。机床辅助电气设备的控制,以PLC为核心,控制信号按照两个途径进入PLC(NC以指令的形式进入PLC,外部开关——包括检测开关和手动开关将信号送入PLC)。PLC按照编制好的控制程序对进入PLC的信号进行处理,并将输出信号从输出端口输出。输出的信号按照所要控制的执行元件的性质,在外围电路通过不同的控制回路(有的直接由PLC驱动,有的经过中间继电器和接触器等控制)控制执行元件。
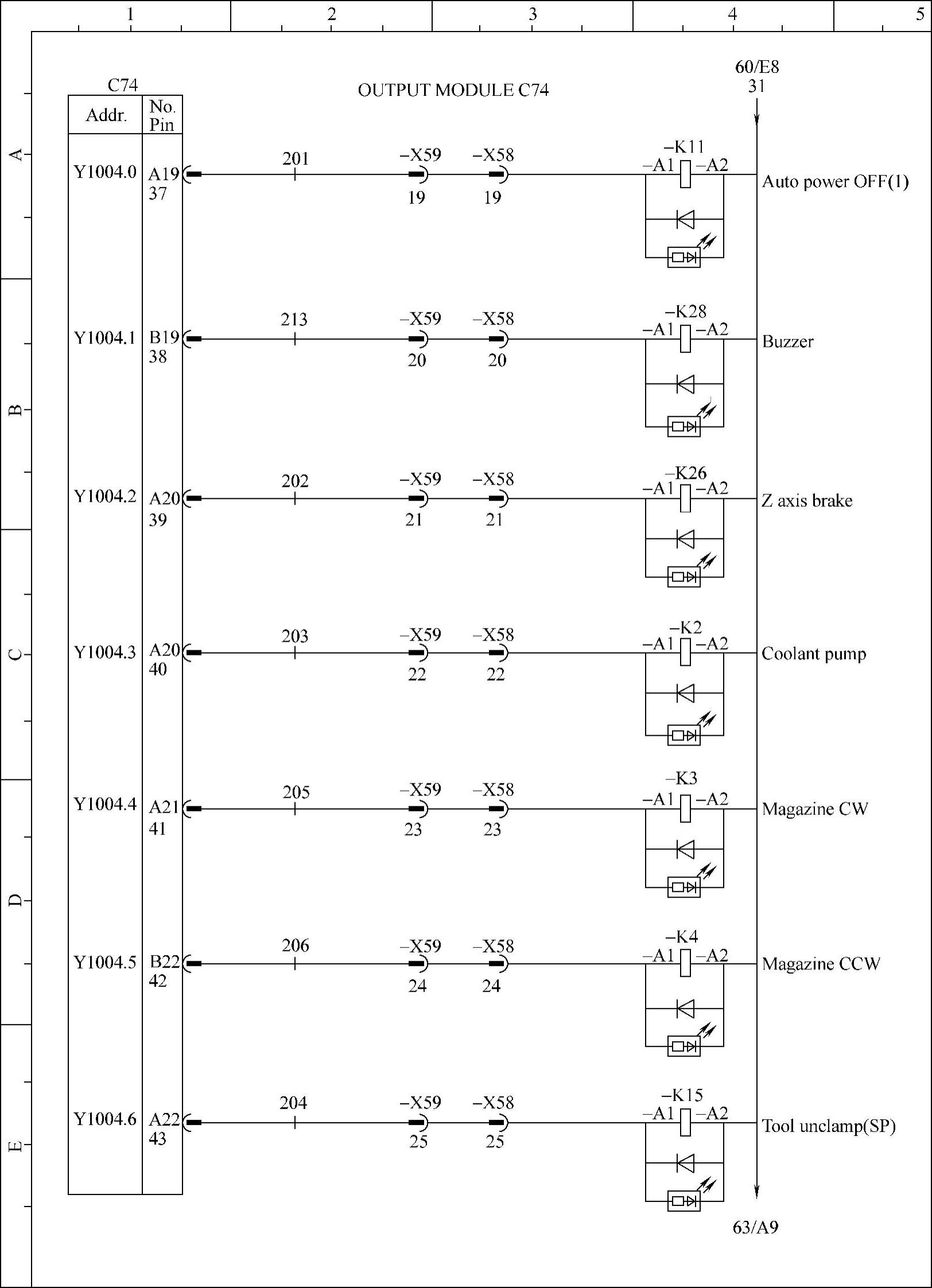
图4-37 PLC输出单元、继电器K2
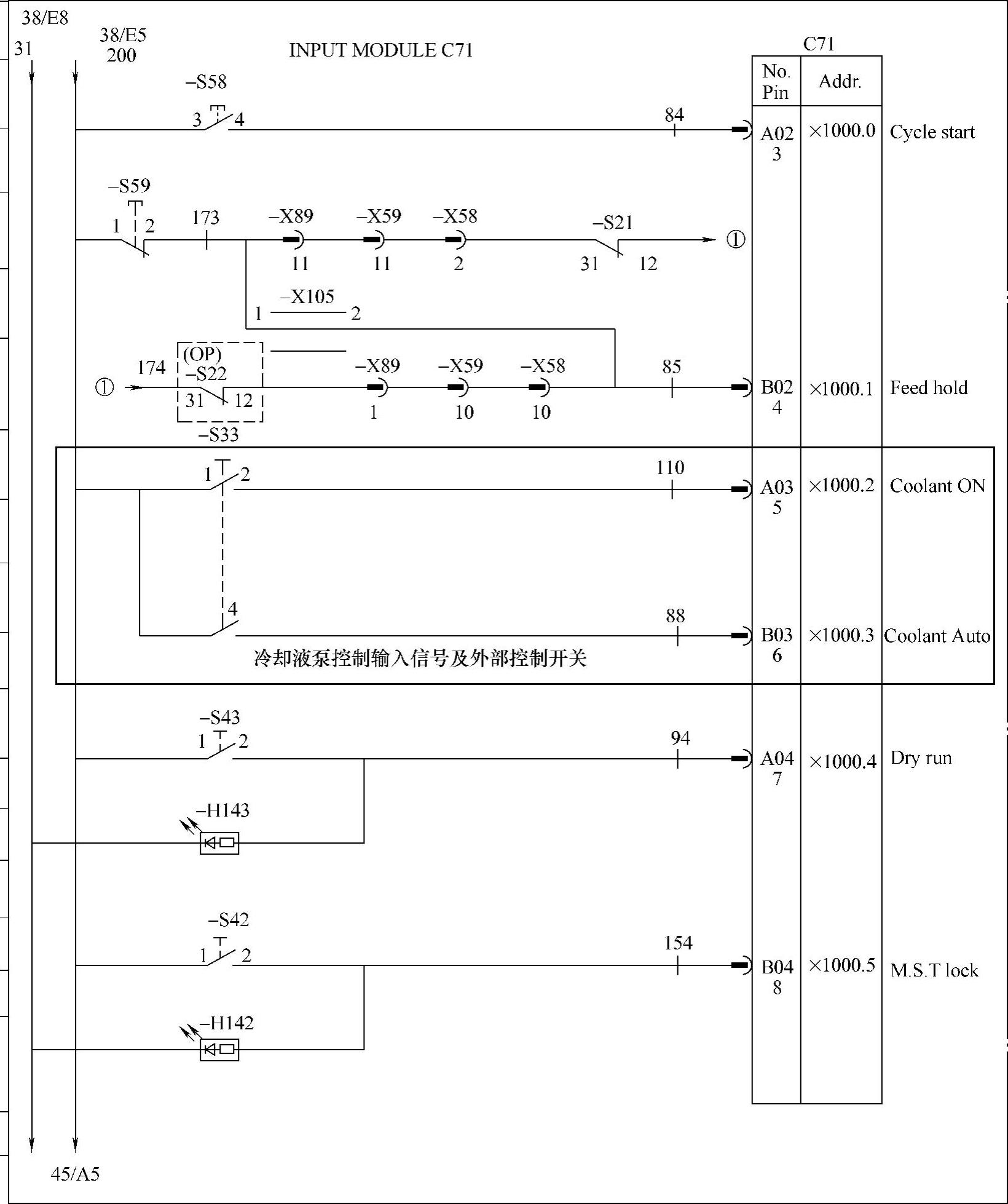
图4-38 切削液泵控制输入信号及外部控制开关
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







