可编程序控制器(Programmable Logic Controller)简称PLC,国际电工委员会(IEC)对PLC所作定义如下:可编程序控制器是一种专为在工业环境下应用而设计的进行数字运算操作的电子系统,主要作用是解决工业设备的逻辑关系与开关量控制。随着技术的进步,PLC与先进的微机控制技术相结合后,已发展成为一种崭新的工业控制器,其控制功能已远远超出逻辑控制的范畴。
PLC采用可编程的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械设备和生产过程。
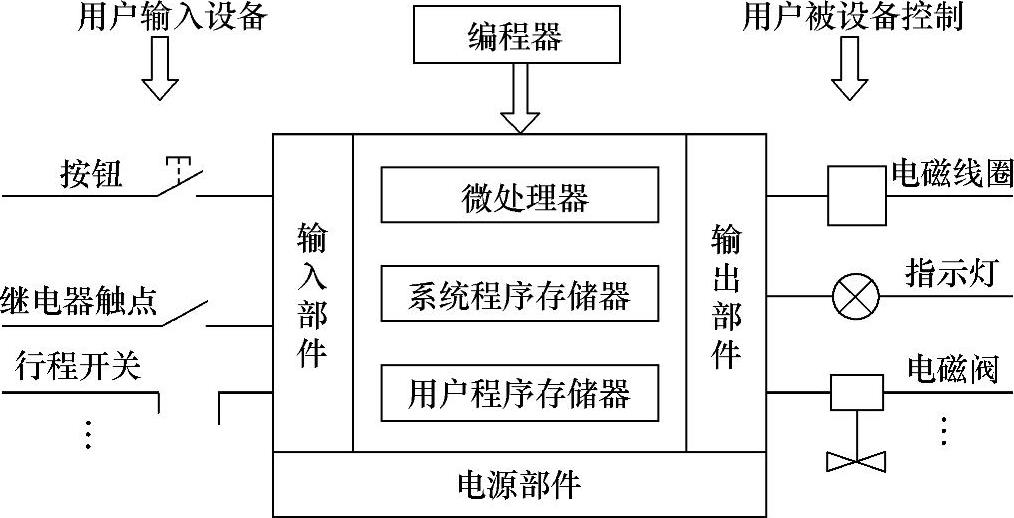
图3-20 可编程序控制器的基本组成
PLC由中央处理器(CPU)、存储器、输入/输出单元、编程器、电源和外围设备等组成,并且内部通过总线相连,如图3-20所示。
PLC在数控系统中是介于计算机数字控制装置与机床本体之间的中间环节,根据输入的信息,在其内部进行逻辑运算,并完成输入/输出控制功能。用PLC程序代替以往的继电器线路实现M、S、T功能的控制和译码,即按照预先规定的逻辑顺序对诸如主轴的起停、转向、转数,刀具的更换,工件的夹紧、松开,液压、气动、冷却系统的运行等进行控制。数控机床中所用的PLC可分为两类:一类是专为实现数控机床顺序控制而设计制造的内装型PLC;另一类是独立型PLC,这类PLC的输入/输出技术规范、输入/输出点数、程序存储容量以及运算和控制功能等均能满足数控机床的控制要求。
(1)内装型PLC
内装型PLC从属于数控机床的数控系统,PLC与计算机数字控制装置之间的信号传送在计算机数字控制装置内部就可以完成,而PLC与机床机械部分及其液压、气压、冷却、润滑、排屑等辅助装置,机床操作面板,继电器线路,机床强电线路等部分的信息传送则要通过输入/输出接口来完成。
图3-21所示为具有内装型PLC的CNC系统。
内装型PLC实际上是CNC装置的一部分,即CNC装置具有PLC功能,一般是作为一种可选功能提供给用户的。在系统结构上,内装型PLC既可以与CNC装置共用一个CPU,也可以单独使用一个CPU。单独使用一个CPU时,PLC对外有单独配置的输入/输出电路,而不使用CNC装置的输入/输出电路。
内装型PLC的性能指标(如输入/输出点数、程序最大步数、每步执行时间、程序扫描周期、功能指令数目等)是根据所从属的CNC系统的规格、性能、适用机床的类型等确定的,其硬件和软件部分是被作为CNC系统的基本功能或附加功能,与CNC系统一起统一设计制造的。
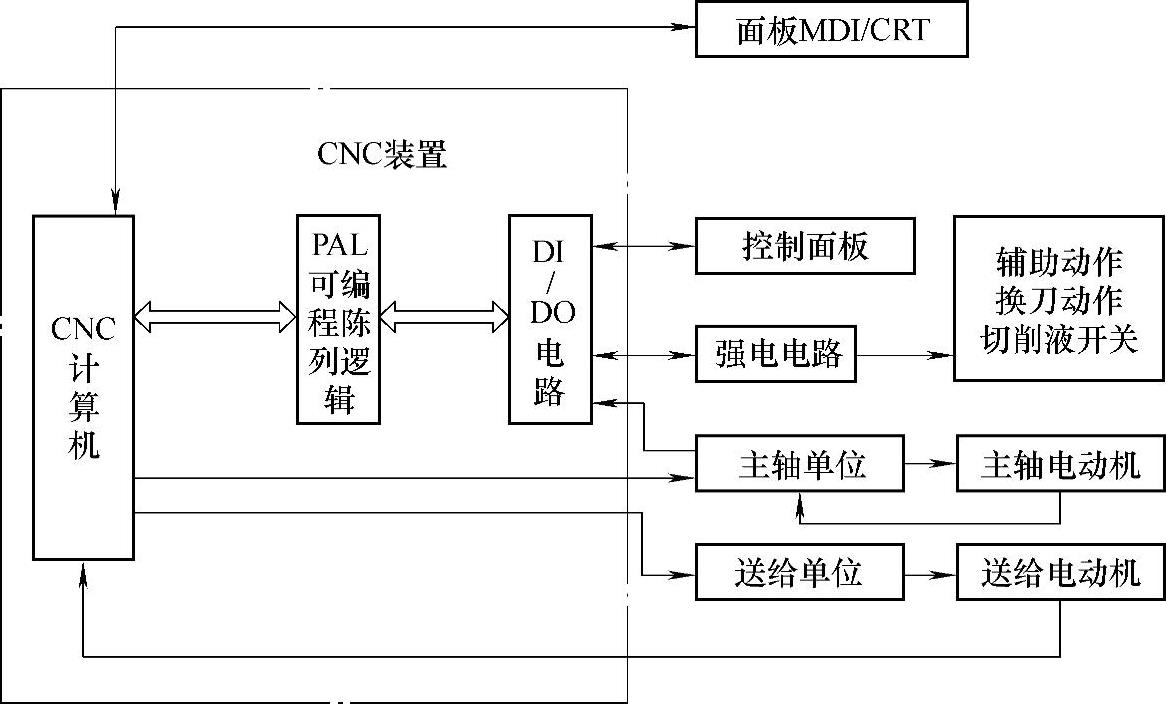
图3-21 内装型PLC的CNC系统(https://www.daowen.com)
内装型PLC的特点是:系统硬件和软件整体结构紧凑,PLC所具有的功能针对性强,技术指标较合理、实用;扩大了CNC装置内部直接处理的通信窗口功能,可以使用梯形图的编辑和传送等高级控制功能;造价便宜,提高了CNC装置的性价比。
内装型PLC适用于单台数控车床等场合。目前,很多数控系统生产厂家的CNC装置中都采用了内装型PLC。
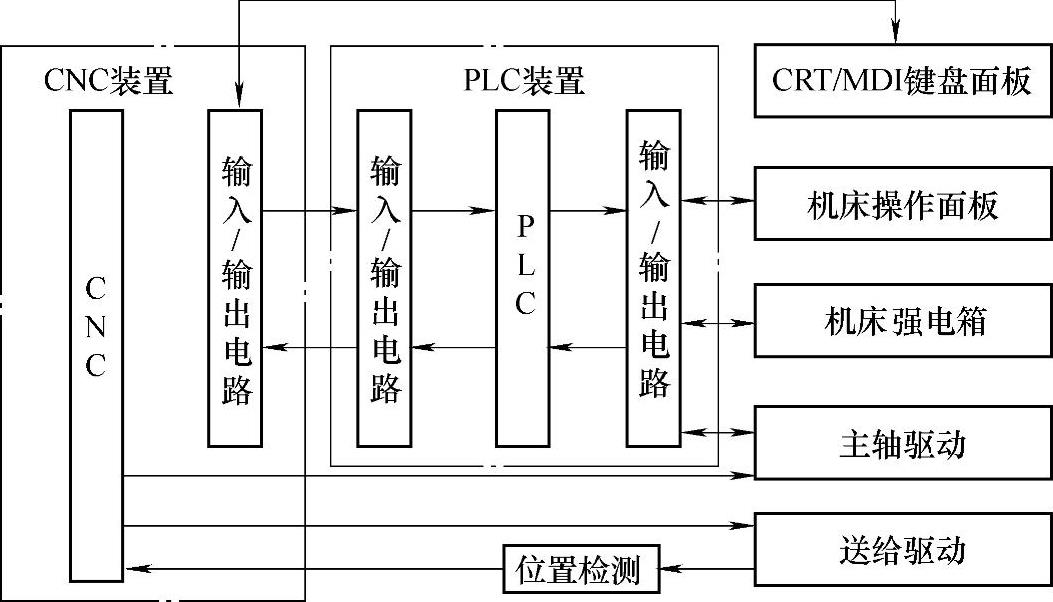
图3-22 独立型PLC的CNC系统
(2)独立型PLC
独立型PLC在CNC装置之外,具有完备的硬件和软件,是能独立完成规定控制任务的装置,又称通用型PLC。图3-22所示为独立型PLC的CNC系统。
数控机床用独立型PLC,一般采用模块化结构,装在插板式笼箱内。它的CPU系统程序、用户程序、输入/输出电路、通信等均设计成独立的模块,具有较强的数据处理通信和诊断功能,成为CNC与上位计算机联网的重要设备。
独立型PLC本身是一个完整的计算机系统,具有CPU、EPROM、RAM、I/O接口以及编程器等外围设备通信接口、电源等。独立型PLC的I/O模块种类齐全,其输入/输出点数可通过增减I/O模块灵活配置。
独立型PLC与数控系统之间的信息交换可通过I/O接口对接方式,也可采用通信方式。I/O接口对接方式就是将数控系统的输入/输出点通过连线与PLC的输入/输出点连接起来,适于数控系统与各种PLC的信息交换。但由于每一点的信息传递需要一根信号线,所以这种方式连线多,信息交换量小。
通信方式则可克服上述I/O对接的缺点,但采用通信方式的数控系统与PLC必须采用同一通信协议。一般来说,数控系统与PLC须是同一家公司的产品。采用通信方式时,数控系统与PLC的连线少,信息交换量大且非常方便。
独立型PLC的特点是:使用灵活,控制功能更强大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




