数据在设备间的传送可用串行方式或并行方式。相距较远的设备数据传送采用串行方式。串行接口需要有一定的逻辑,将机内的并行数据转换成串行信号后再传送出去。接收时,也要将收到的串行信号经过缓冲器转换成并行数据,再送至机内处理。常用芯片8251A、MC6850、MC6852等可以实现这些功能。
为了保证数据传送的正确和一致,接收和发送双方对数据的传送应确定一致并且互相遵守的约定,它包括定时、控制、格式化和数据表示方法等。这些约定称为通信规则(Proce-Dure)或通信协议(Protocol)。串行传送分为异步协议和同步协议两种。异步传送比较简单,但速度不快。同步协议传送率高,但接口结构复杂,传送大量数据时使用。
异步串行传送在数控机床上应用比较广泛,现在主要的接口标准有RS-232C/20mA电流环和RS-422/RS-449。CNC装置中RS-232C接口如图3-18所示,用以连接输入/输出设备(PTR,PP或TTY),外部机床控制面板或手控脉冲发生器,传输速率不超过9600bit/s。使用RS-232C接口时要注意如下问题:
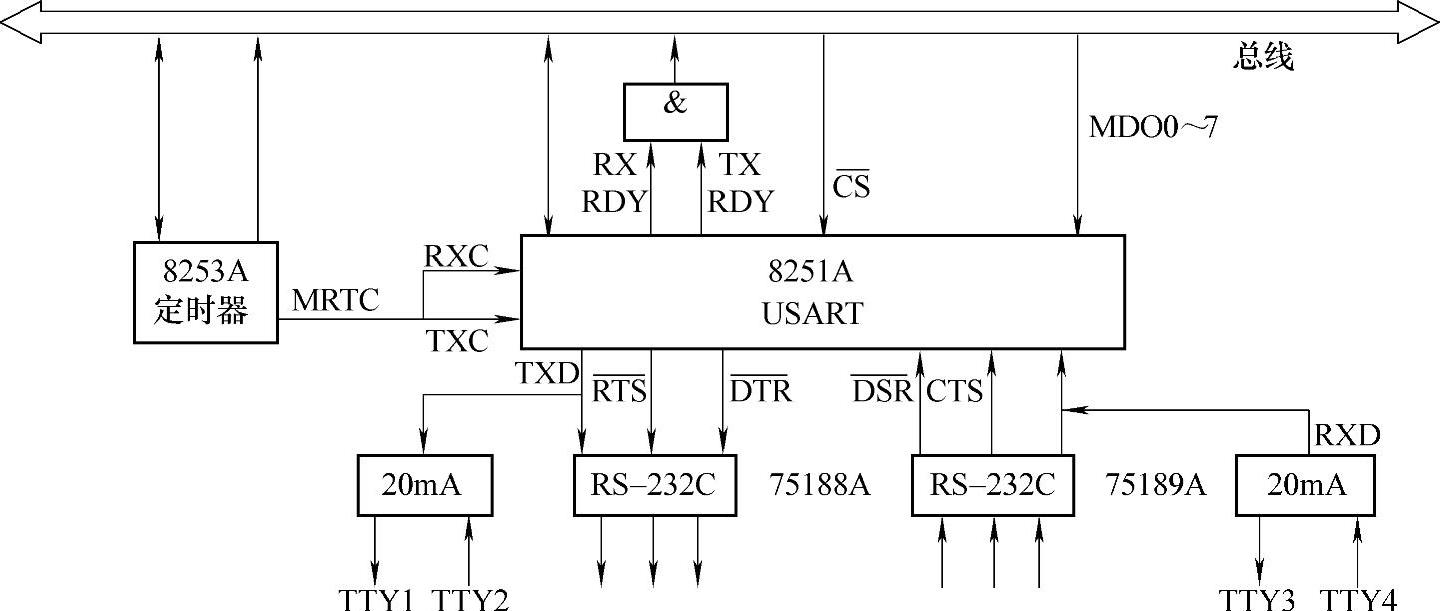
图3-18 CNC装置中标准的RS-232C接口
①RS-232C规定了数据终端设备(DTE)和数据通信设备(DCE)之间的信号联系关系,故要区分互相通信的设备是DTE还是DCE。计算机或终端设备为DTE;自动呼叫设备、调制解调器、中间设备等为DCE。
②RS-232C有两个地。一个是机壳地,它直接连到系统屏蔽罩上;另一个是信号地,这个地必须连到一起,它是对所有信号提供一个公共参考点。但信号地不一定与机壳绝缘,因此RS-232C长距离传输不可靠。一般一对器件间电缆总长不得超过30m。
③RS-232C规定的电平与TTL和MOS电路的电平均不相同。RS-232C规定逻辑“0”为+3~+15V,逻辑“1”为-15~-3V。电源通常采用±15V或±12V。输出驱动器通常采用75188或MC1488,输入接收器采用75189或MC1489。传输频率不超过20kHz。(https://www.daowen.com)
④CNC的20mA电流环通常与RS-232C一起配置,过去它主要用于连接电传打字机和纸带穿孔复校设备。该接口特点是电流控制,以20mA电流作为逻辑“1”,零电流为逻辑“0”,在环路中只有一个电源。电流环对共模干扰有抑制作用,并可采用隔离技术消除接地回路引起的干扰,传输距离比RS-232C远。
⑤目前市场上有波士电子生产的高性能外插9针RS-232C串行口(带有光电隔离),支持速率最高为2500kB/s,并将使RS-232C的通信线路延长到1800m。
CNC的电流环电路如图3-19所示,其工作原理如下:
输入信号(TTY3—TTY4)经光电隔离和75189A整形后送至8251A的接收端RXD。输出时,由8251A的TXD端输出经光电隔离D31与TTY1—TTY2相连。当TXD输出为“1”时,光电隔离D31断开,使晶体管T导通,20mA电流从+12V电源,经R8、TTY1和TTY2环路流动,相当逻辑“1”。
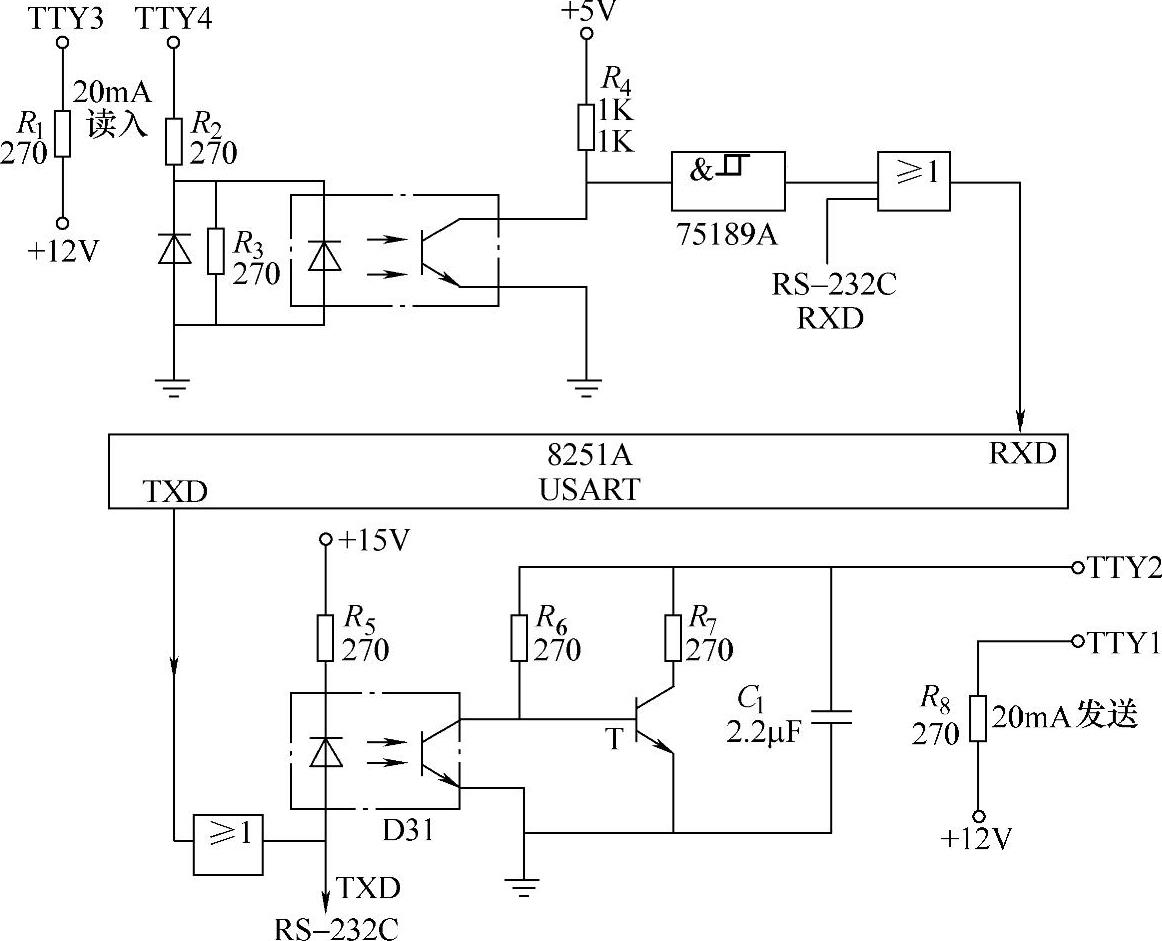
图3-19 20mA电流环电路
为了弥补RS-232C的不足,提出了新的接口标准RS-422/RS-449。RS-422标准规定了双端平衡电气接口模块;RS-449规定了这种接口的机械连接标准,采用了37脚的连接器。与RS-232C的25脚插座不同,它采用双端(即一个信号的正信号和反信号)驱动器发送信号,用差分接收器接收信号,能抗传送过程的共模干扰,保证更可靠、更快速的数据传送,还允许线路有较大的信号衰减。这样,传送频率比RS-232C高得多,传送距离也远得多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




