数控系统一般由输入/输出装置(I/O装置)、计算机数字控制装置(CNC)、驱动控制装置、机床电气逻辑控制装置、可编程序控制器(PLC)等部分组成。这些装置实现了数控机床的信息输入、运算及控制,伺服系统中的位置控制和PC控制等功能。图3-1所示为计算机数控系统的基本构成。
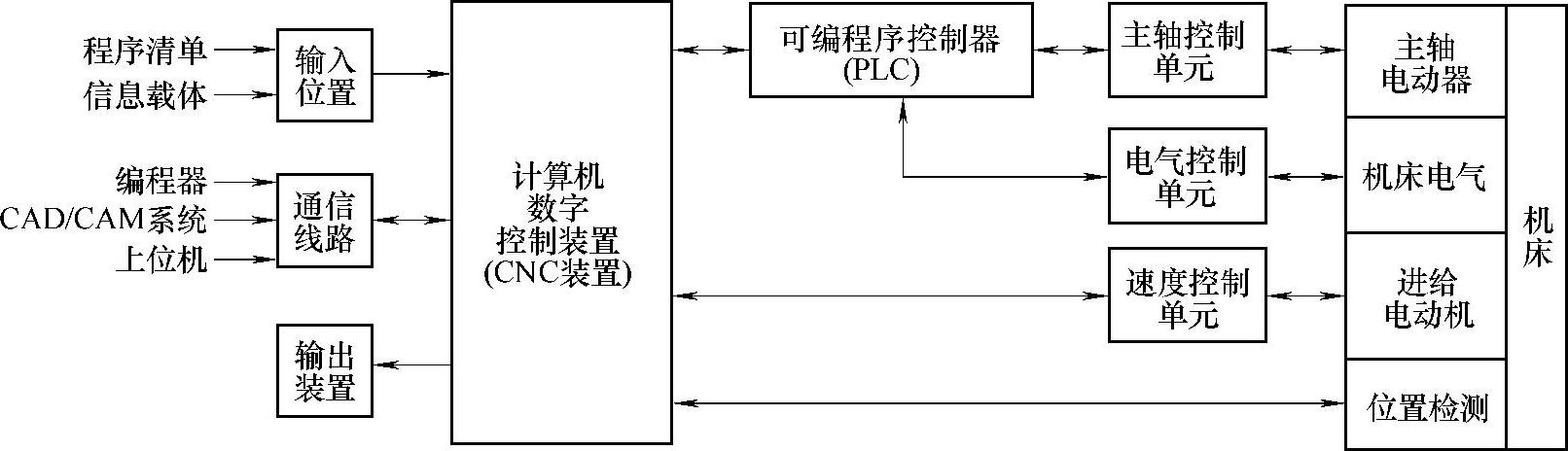
图3-1 计算机数控系统的基本构成
(1)输入/输出装置
CNC机床在进行加工前,必须接受由操作人员输入的零件加工程序,然后才能根据输入的加工程序进行加工控制,从而加工出所需的零件。在加工过程中,操作人员要向机床数控装置输入操作命令,数控装置要为操作人员显示必要的信息,如坐标值、报警信号等。此外,输入的程序有时并非全部正确,还需要编辑、修改和调试。以上工作都是机床数控系统和操作人员进行信息交流的过程,要进行此过程,CNC系统中就必须具备必要的交互设备,即输入/输出装置。
输入装置将数控加工程序和其他各种控制信息输入数控装置,数控装置可显示输入的内容和数控系统的工作状态等。纸带阅读机、磁盘驱动器、键盘和控制面板、CRT显示器等都属于I/O装置。
(2)数控装置
数控装置是数控系统的核心,CNC系统由硬件和软件共同完成数控任务,它与数控系统的其他部分通过接口相连。数控系统硬件结构类型的分类方式很多,按CNC装置中各印制电路板的插接方式可分为大板式结构和功能模板式结构;按CNC装置中微处理器的个数可以分为中微处理器结构和多微处理器结构等。但总的来说,CNC装置与通用计算机一样,是由中央处理器(CPU)及存储数据与程序的存储器组成。存储器分为系统控制软件程序存储器(ROM)、加工程序存储器(RAM)及工作区存储器(RAM)。ROM中的系统控制软件程序是由数控系统生产厂家写入,用来完成CNC系统的各项功能,数控机床操作者将各自的加工程序存储在RAM中,供数控系统用于控制机床加工零件。工作区存储器是系统程序执行过程的活动场所,用于堆栈、参数保存、中间运算结果保存等。中央处理器(CPU)执行系统程序,读取加工程序,经过加工程序段译码、预处理计算,然后根据加工程序段指令,进行实时插补,并通过与各坐标伺服系统的位置、速度反馈情况比较,从而控制机床的各坐标轴的位移。同时将辅助动作指令通过PLC发往机床,并接收通过PLC返回的机床各部分信息,以决定下一步操作。
数控装置控制机床的动作概括起来主要有:
①机床主运动,包括主轴的起/停、转向和速度选择。
②机床的进给运动,如点位、直线、圆弧、循环进给的选择,坐标方向和进给速度的选择等。
③刀具的选择和刀具的长度、半径补偿。(https://www.daowen.com)
④其他辅助运动,如工作台的锁紧和松开、工作台的旋转与分度、工件的夹紧与松开、切削液的开/关及空运行等。
⑤自诊断及通信功能等。
(3)驱动控制装置
驱动控制装置用以控制各个轴的运动,其中进给轴的位置控制部分常在数控装置中以硬件位置控制模块或软件位置调节器实现,即数控装置接收实际位置反馈信号,将其与插补计算出的命令位置相比较,通过位置调节作为轴位置控制给定量,再输出给伺服驱动系统。
驱动装置将伺服单元的输出变为机械运动,它和伺服单元是数控装置和机床传动部件间的联系环节。它们有的带动工作台,有的带动刀具,通过几个轴的联动,使刀具相对于工件产生各种复杂的机械运动,加工出形状、尺寸与精度符合要求的零件。与伺服单元相对应,驱动装置有步进电动机、直流伺服电动机和交流伺服电动机等。
(4)机床电气逻辑控制装置
机床电气逻辑控制装置接收数控装置发出的数控辅助功能控制的指令,进行机床操作面板及各种机床机电控制/监测机构的逻辑处理和监控,并为数控系统提供机床状态和有关应答信号。在现代数控系统中,机床电气逻辑控制装置已经普遍采用可编程序控制器(PLC),有内装式和外置式两种类型。
(5)可编程序控制器(PLC)
在数控机床上,可编程序控制器主要完成对机床的主轴、刀具和各种开关信号的控制。如对主轴的正、反转,起动和停止,刀具交换,工件夹紧、松开,切削液的开、关和润滑系统的起动等进行顺序控制。
可编程序控制器(PLC)接受各种开关顺序动作信号,如控制开关、行程开关、压力开关和温度开关等输入元件输入的顺序动作信号,对其进行译码后转换成继电器、接触器、电磁阀等输出元件所需要的输出信号,驱动辅助装置完成一系列开关动作,实现对机床的主轴、刀具和各种开关信号的顺序控制。当PLC用于控制机床顺序动作时,称为PMC(Pro- grammable Machine Controller)模块。它在CNC装置中接收来自操作面板、机床上的各行程开关,传感器、按钮、强电柜里的继电器以及主轴控制、刀库控制的有关信号,经处理后输出,控制相应器件的运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





