1.刀库的功能
刀库是用来储存加工刀具及辅助工具的地方。其容量、布局以及具体结构,对数控机床有很大影响。
2.刀库和形式
(1)直线刀库
如图2-76a所示,刀具在刀库中是直线排列,其结构简单,刀库容量小,一般可容纳8~12把刀具,故较少使用。此形式多见于自动换刀数控车床,在数控钻床上也采用过。
(2)圆盘刀座
如图2-76b~g所示,圆盘刀座的形式存刀具少则6~8把,多则50~60把。图2-76b刀具径向布局,占较大空间,一般置于机床立柱上端,其换刀时间较短,使整个换刀装置较简单。
图2-76c刀具轴向布局,常置于主轴侧面。刀库轴心线可垂直放置,也可水平放置,使用较多。
图2-76d刀具与刀库轴心线成一定角度呈伞状布置,多斜放于立柱上端,刀库容量不宜过大。
为进一步扩大存刀量,有多圈分布刀具的圆盘刀库(图2-76e)、多层圆盘刀库(图2-76f)和多排圆盘刀库(图2-76g)。
(3)链式刀库
如图2-76h、i所示,链式刀库是较常用的形式。刀座固定在环形链节上,有单排链和折叠回绕链。链式刀库结构紧凑,刀库容量大,链环的形状可根据机床的布局制成各种式样。同时,可将换刀位突出,以便于换刀。一般当刀具数量在30~120把时,多采用链式刀库。
(4)其他刀库
格子箱式刀库(图2-76j、k),占地面积小,结构紧凑,但选刀和取刀动作复杂,在单机加工中心上较少使用,而在FMS(柔性制造系统)的集中供刀系统中采用。
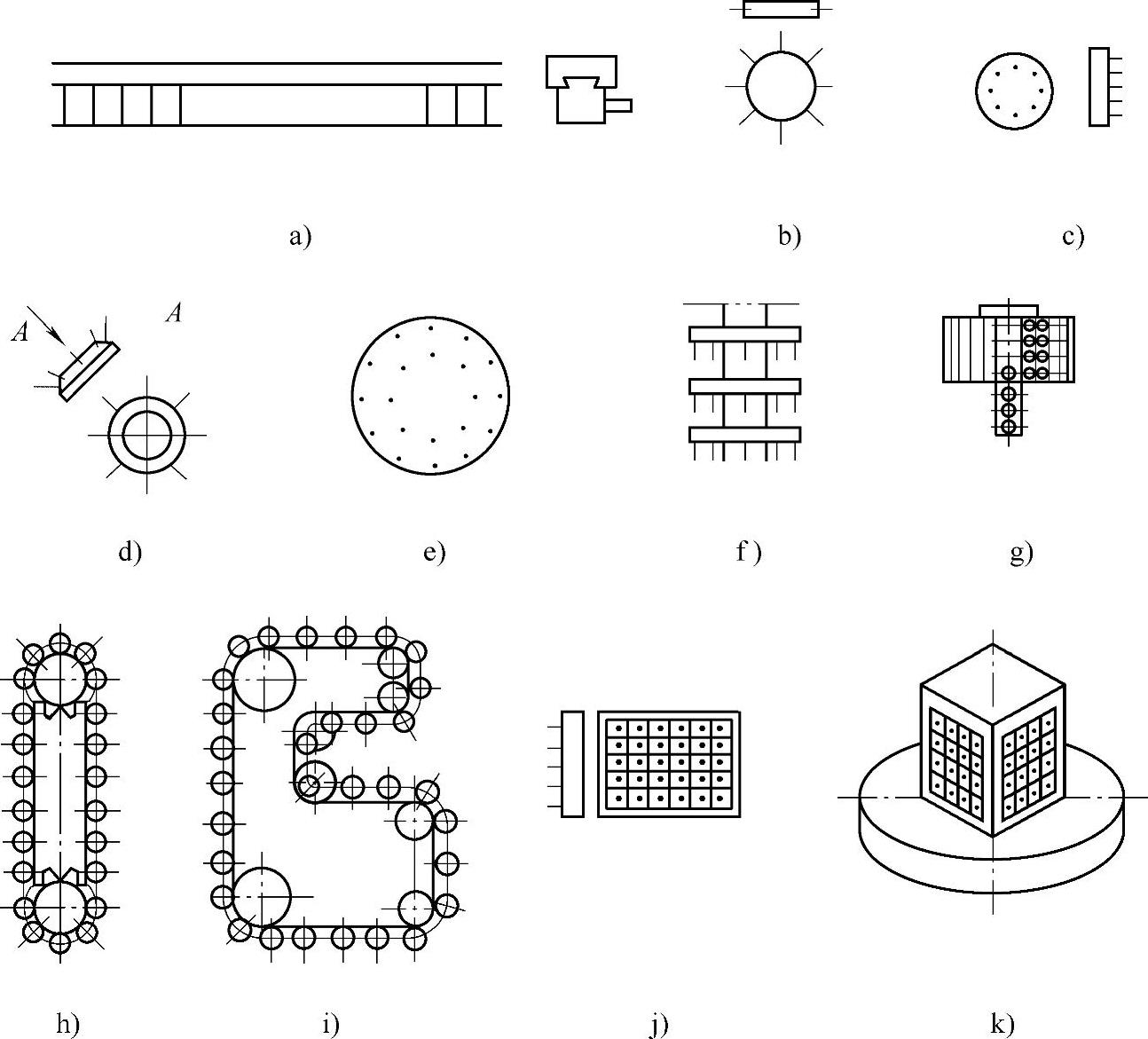
图2-76 刀库的各种形式
3.刀库的容量
刀库的容量首先要考虑加工工艺的需要,从使用角度出发,一般取10~40把刀,刀库的利用率高,结构也比较紧凑。
4.刀具的选择方式
数控机床采用的是标准化、系列化刀具,并主要针对刀柄和刀头两部分规定标准、系列,以使刀具在机床上迅速地定位夹紧。
1)顺序选择。将刀具按加工工序的顺序,依次放入刀库的每一个刀座内。每次换刀时,刀库顺序转动一个刀座的位置,并取出所需要的刀具,已经使用过的刀具可以放回到原来的刀座内,也可以按顺序放入下一个刀座内。采用这种方式,不需要刀具识别装置,而且驱动控制也比较简单,工作可靠,可以直接由刀库的分度机械来实现。但由于刀库中刀具在不同工序中不能重复使用,必须增加刀具的数量和刀库的容量,降低了刀具和刀库的利用率。人工装刀操作必须十分谨慎。
2)任意选择。根据程序指令的要求选择可需要的刀具,这时必须有刀具识别装置。刀具在刀库中不必按照工件的加工顺序排列,可任意存放,每把刀具(或刀座)都编上代码。自动换刀时,刀库旋转,每把刀具(或刀座)都经过“刀具识别装置”接受识别。当某把刀具的代码与数控指令的代码相符合时,该刀具就被选中,并将刀具送到换刀位置,等待机械手来抓取。
任意选择刀具法的优点是刀库中刀具的排列顺序与工件加工顺序无关,相同的刀具可以重复使用。因此,刀具数量比较少,刀库也相应地较小。
任意选择刀具法必须对刀具编码,以便识别。编码方式主要有以下三种:
①刀具编码方式。采用特殊的刀柄结构进行编码,刀柄后端的拉杆上套装着等间隔的编码环,由锁紧螺母固定。编码环直径有大小直径两种,分别表示二进制的“1”和“0”。通过这两个圆环的不同排列,可以得到一系列代码。例如:由六个直径不同的圆环便可组成能区别63种刀具的编码。通常全部为0的代码不许使用,以避免与刀座中没有刀具的状况混淆。
②刀座编码方式。对刀座编码,刀具编号,并将刀具放到与其号码相符的刀座中。换刀时刀库旋转,使每个刀座位依次经过识刀器,找到刀座,刀库便停止旋转。这时刀柄上没有了编码环,使刀柄简化。
③编码附件方式。这种方式有编码钥匙、编码卡片、编码杆和编码盘等,其中应用最多的是编码钥匙。先给刀具都附上一把表示该刀具号的编码钥匙,当把各刀具存放到刀库的刀座中时,将编码钥匙插进刀座旁边的钥匙孔中,这样就把钥匙的号码转记到刀座中,给刀座编上了号码。
5.刀具识别装置
(1)接触式刀具识别装置
如图2-77所示,刀具识别装置上伸出几个触针与刀柄上的编码环接触,而每个触针与一个继电器相连,使继电器通电或继电,读出数码“1”或“0”。与所需刀具的编码一致时,由控制装置发出信号,使刀库停转,等待换刀。
接触式刀具识别装置结构简单,但由于触针有磨损,寿命短,可靠性差,且难于快速选刀。
(2)非接触式刀具识别装置
没有机械直接接触,无磨损、无噪声、寿命长、反应快,适应于高速、换刀频繁的场合。常用的识别法有磁性和光电两种。
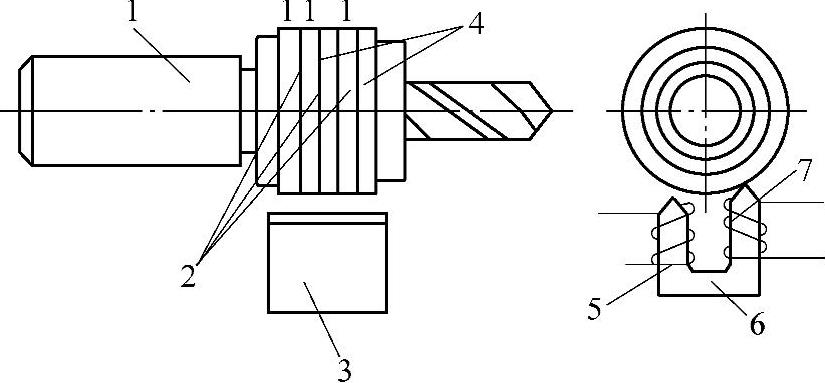
①磁性识别法(图2-78)。利用磁性材料和非磁性材料的磁感应强弱的不同,通过感应线圈读取代码。其编码环的直径相等,分别由导磁材料(如软钢)和非导磁材料(如黄铜、塑料等)制成,构成“1”、“0”码。在检测线圈的一次线圈中输入交流电压时,能在二次线圈中感应出高低两种电压,就能识别刀具的号码。
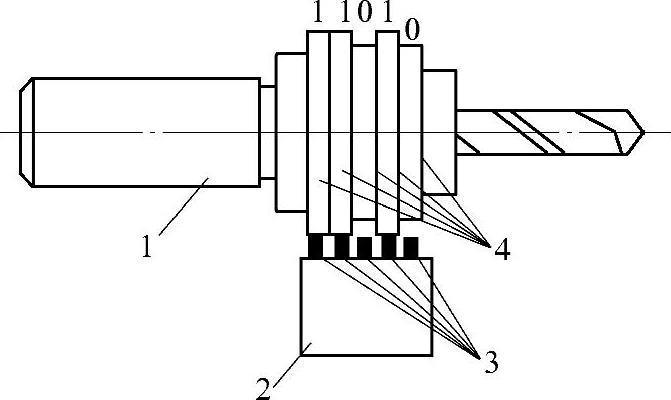
图2-77 接触式刀具识别装置
1—刀柄 2—刀具识别装置 3—触针 4—编码环
 (https://www.daowen.com)
(https://www.daowen.com)
图2-78 磁性识别原理
1—刀柄 2—导磁材料编码环 3—识别装置 4—非导磁材料编码环 5—一次线圈 6—检测线圈 7—二次线圈
②光电识别法(图2-79)。利用光导纤维良好的光传感特性,采用多束光导纤维构成阅读法。
用靠近的二束光导纤维来阅读二进制编码的一位时,其中一束将光源投到能反光或不能反光(被涂黑)的金属表面上,另一束光导纤维将反射光送到光电转换元件转换成电信号,以判断正对这两束光导纤维的金属表面有无反射光,从而表明数码“1”或“0”。阅读头端面共用的投光射出面为一矩形框,中间嵌进一排共9个圆形的受光入射面。当阅读头端面正对刀具编码部位,沿箭头方向相对运动时,在同步信号作用下,可将刀具编码读入,并与给定的刀具号进行比较而选刀。
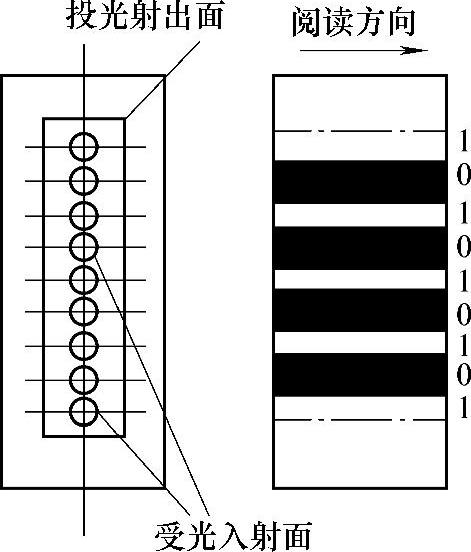
图2-79 光电刀具识别装置
在光导纤维中传播的光信号比在导体中传播的电信号具有更高的抗干扰能力。光导纤维可任意弯曲,这给机械设计、光源及光电转换元件的安装都带来更大的方便。因此,这种识别方法很有发展前途。
6.刀具交换装置
实现刀库与数控机床主轴之间传递和装卸刀具的装置,称为刀具交换装置。刀具交换装置及它们的具体结构对机床的工作效率和工作可靠性有直接的影响。
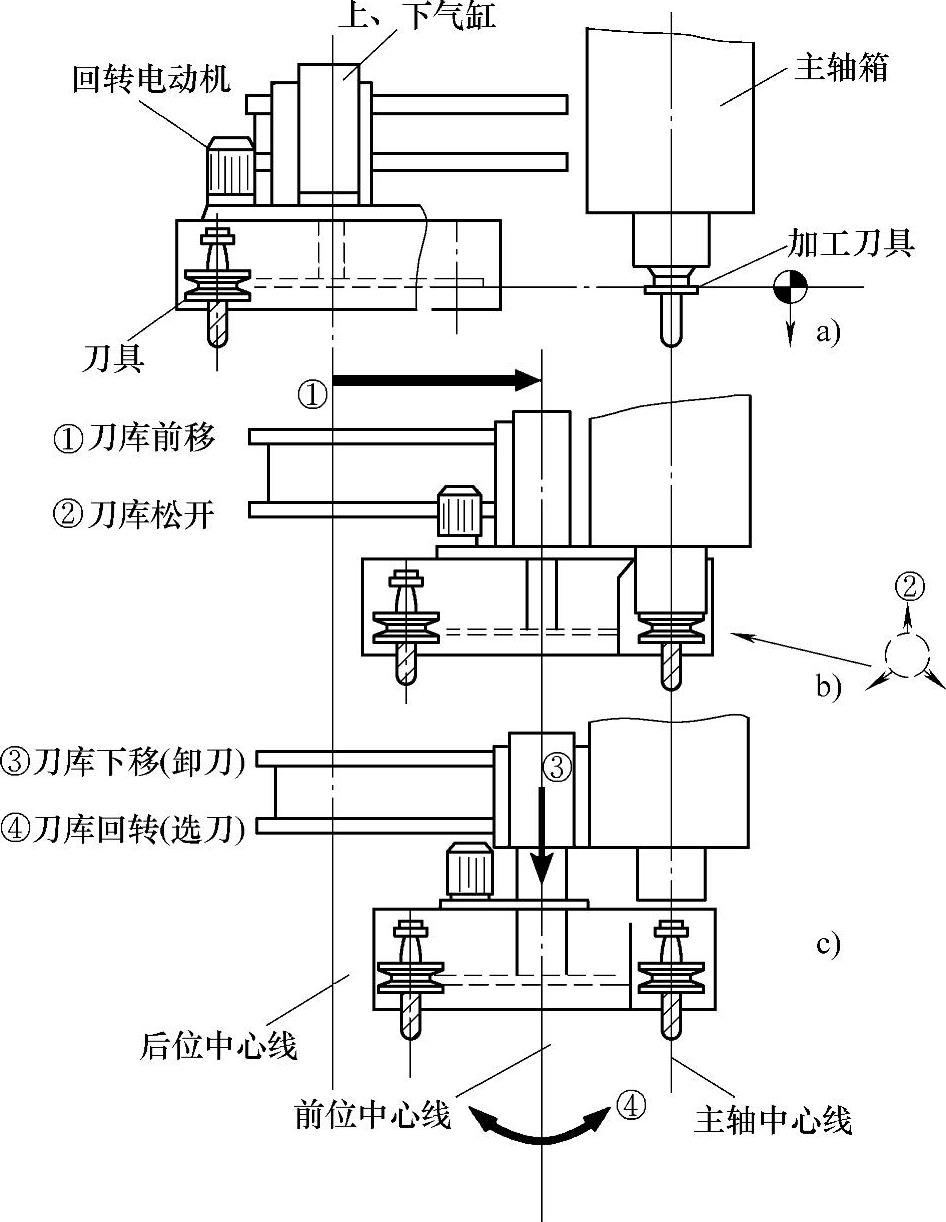
图2-80 TH5640无机械手换刀动作示意图
(1)无机械手换刀装置
无机械手换刀装置一般采用把刀库放在主轴箱可以运动到的位置或整个刀库(或某一刀位)能移动到主轴箱可以达到的位置,同时,刀库中刀具的存放方向一般与主轴上的装刀方向一致。换刀时,由主轴运动到刀库上的换刀位置,利用主轴直接取走或放回刀具。图2-80是TH5640无机械手换刀装置的换刀过程。
TH5640的自动换刀装置由刀库和自动换刀机构组成。刀库可在导轨上作左右及上下移动,以完成卸刀和装刀动作,左右上下运动分别通过上下运动气缸及左右运动气缸来实现。刀库的选刀是利用电动机经减速带动槽轮机构回转实现的。为确定刀号,在刀库内安装有原位开关和计数开关。换刀时,首先刀库由左右运动气缸驱动在导轨上作水平移动,刀库鼓轮上一空缺刀位插入主轴上刀柄凹槽处,刀位上的夹刀弹簧将刀柄夹紧,见图2-80a;然后主轴刀具松开装置工作,刀具松开,见图2-80b;刀库在上下运动气缸的作用下向下运动,完成拔刀过程,见图2-80c;接着刀库回转选刀,当刀位选定后,在上下运动气缸的作用下,刀库向上运动,选中刀具被装入主轴锥孔,主轴内的拉杆将刀具拉紧,完成刀具装夹;左右运动气缸带动刀库沿导轨返回原位,完成一次换刀。无机械手换刀装置的优点是结构简单、成本低,换刀的可靠性较高;缺点是换刀时间长,刀库因结构所限容量不多。这种换刀装置在中、小型加工中心上经常采用。
(2)采用机械手的自动换刀装置
采用机械手的自动换刀装置在加工中心中应用最广泛。
JCS-018立式加工中心的自动换刀过程。上一工序加工完毕后,主轴在“准停”位置由自动换刀装置换刀,其过程如下:
①机床的刀库位于立柱左侧,刀具在刀库中的安装方向与主轴垂直,如图2-81所示。换刀之前,刀库转动将待换刀具1送到换刀位置之后,把带有刀具1的刀套2向下翻转90°,使得刀具轴线与主轴轴线平行。
②机械手转75°,如K向视图所示。在机床切削加工时,机械手的手臂与主轴中心到换刀位置的刀具轴线的连线成75°,该位置为机械手的原始位置。机械手换刀的第一个动作是顺时针转75°,两手分别抓住刀库上和主轴上的刀柄。
③机械手抓住主轴刀具的刀柄后,刀具的自动夹紧机构松开刀具。
④机械手下降,同时拔出两把刀具。
⑤机械手带着两把刀具逆时针转180°(从K向观察),使主轴刀具与刀库刀具交换位置。
⑥机械手上升,分别把刀具插入主轴锥孔和刀套中。
⑦刀具插入主轴锥孔后,刀具的自动夹紧机构夹紧刀具。
⑧驱动机械手逆时针转180°的液压缸复位,机械手无动作。
⑨机械手反转75°,回到原始位置。

图2-81 机械手自动换刀过程示意图
⑩刀套带着刀具向上翻转90°,为下一次选刀作准备。
机械手是当主轴上的刀具完成一个工步后,把这一工步的刀具送回刀库,并把下一工步所需要的刀具从刀库中取出来装入主轴继续进行加工的功能部件。对机械手的具体要求是迅速可靠、准确协调。由于不同的加工中心的刀库与主轴的相对位置不同,所以各种加工中心所使用的机械手也不相同。但是从手臂的类型来看,机械手有单臂机械手、双臂机械手等,双臂机械手中最常用的有图2-82中的几种结构,这几种机械手能够完成抓刀→拔刀→回转→插刀→返回等一系列动作。为了防止刀具掉落,各机械手的活动爪都带有自锁功能。由于双臂回转机械手的动作比较简单,而且能够同时抓取和装卸机床主轴及刀库中的刀具,因此换刀时间大为缩短。
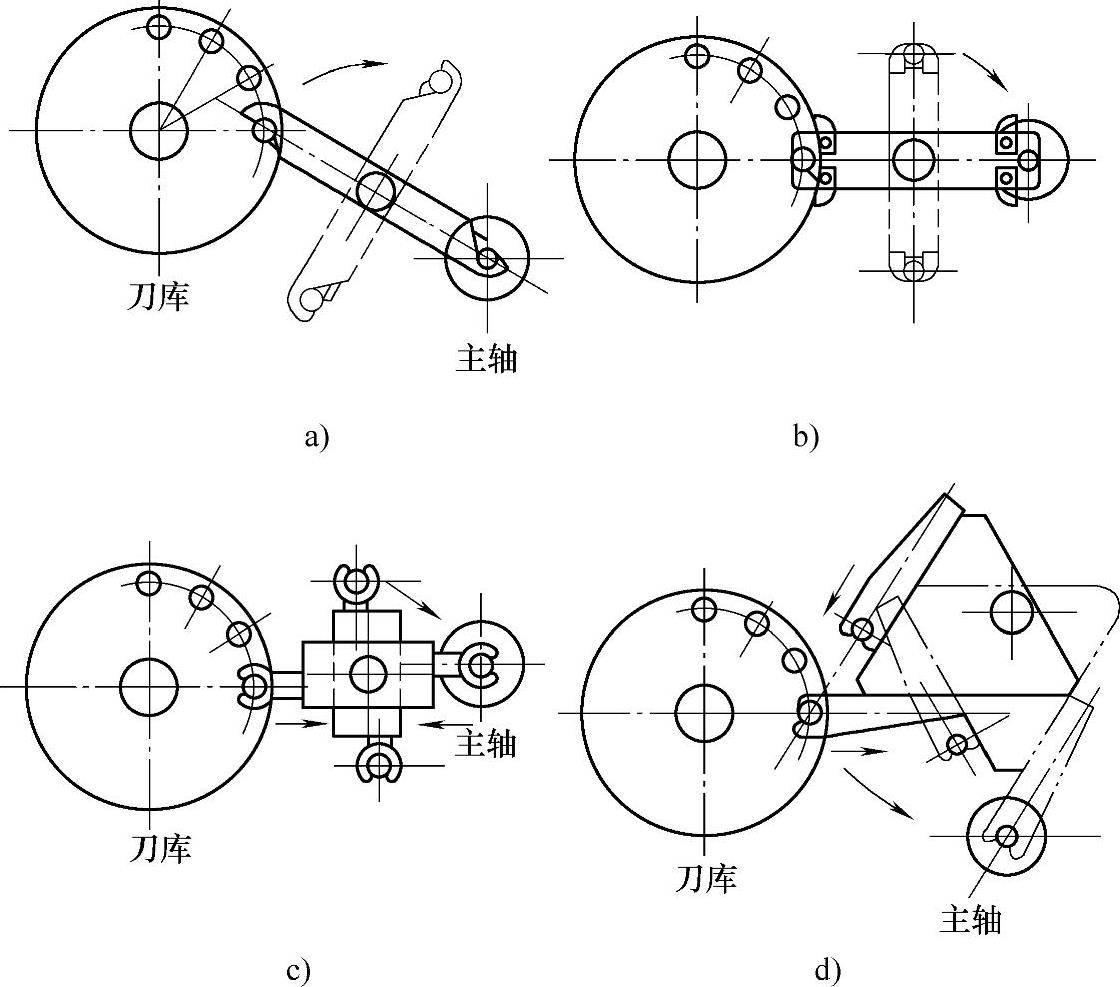
图2-82 双臂机械手常用结构
a)钩手 b)抱手 c)伸缩手 d)插手
机械手的形式很多,图2-83所示为机械手的各种形式。
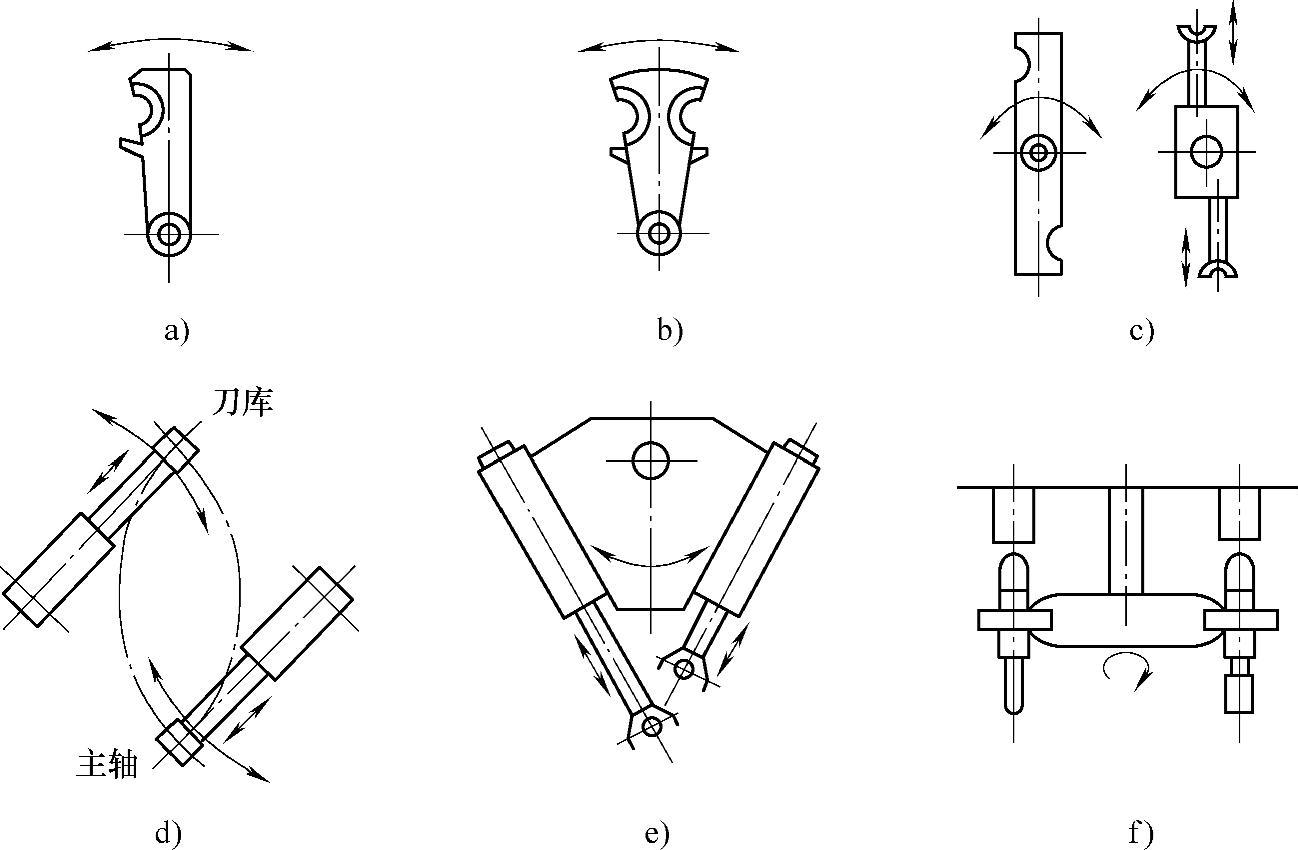
图2-83 机械手的各种形式
a)单臂单爪回转式 b)单臂双爪回转式 c)双臂回转式 d)双机械手式 e)双臂交叉式 f)双臂端面夹紧式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



