图2-73所示为刀库装与机床为整体式数控机床的外观图。
图2-74所示为刀库装与机床为分体式数控机床的外观图。此时,刀库容量大,刀具可以较重,常常要附加运输装置来完成刀库与主轴之间刀具的运输。
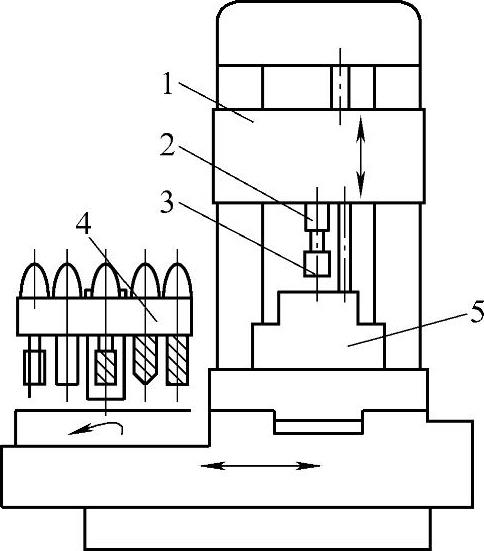
图2-73 刀库与机床为整体式数控机床
1—主轴箱 2—主轴 3—刀具 4—刀库 5—工件
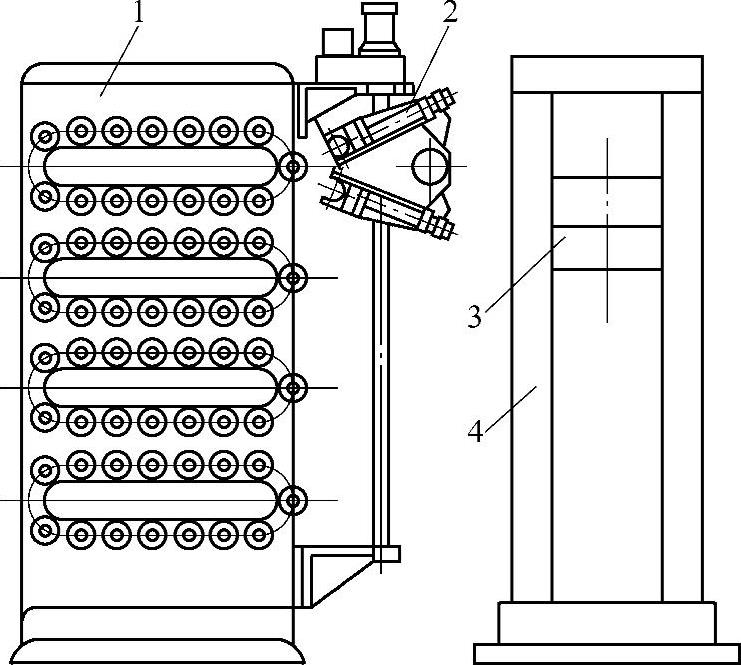
图2-74 刀库与机床为分体式数控机床
带刀库的换刀装置由刀库、选刀机构、刀具自动装卸机械及刀具交换机构(机械手)等四部分组成,应用广泛。(www.daowen.com)
刀库—机械手自动换刀系统,整个换刀过程比较复杂。首先要把加工过程中要用的全部刀具分别装在标准的刀柄上,在机床外进行尺寸预调整后,插入刀库中,换刀时根据选刀指令在刀库上选刀,由刀具交换装置从刀库和主轴上取出刀具,进行刀具交换。然后将新刀具装入主轴,将用过的刀放回刀库。
这种换刀装置和转塔主轴头相比,由于机床主轴箱内只有一根主轴,在结构上可以增加主轴的刚性,有利于精密加工和重切削加工。刀库中刀具可根据工艺要求和机床的结构布局而定,数目可较多,以实现复杂零件的多工序加工,从而提高了机床的适应性和加工效率。此外,刀库可布置在远离加工区的地方,从而排除了它与工件相互干扰的可能性。
采用这种自动换刀系统,需要增加刀具的自动夹紧、放松机构、刀库运动及定位机构,常常需有清洁刀柄及刀孔、刀座的装置,因而结构较复杂。其换刀过程动作多、换刀时间长,同时影响换刀工作可靠性的因素较多。
为了缩短换刀时间,可采用带刀库的双主轴或多主轴换刀系统,如图2-75所示。当水平方向的主轴在加工位置时,待更换刀具的主轴处于换刀位置,由刀具交换装置预先换刀,待本工序加工完毕后,转塔头回转并交换主轴(即换刀)。这种换刀方式,换刀时间大部分和机加工时间重合,只需转塔头转位的时间,所以换刀时间短。转塔头上的主轴数目较少,有利于提高主轴的结构刚度,刀库上刀具的数目也可增加,对多工序加工有利,但这种换刀方式难保证精镗加工所需要的主轴精度。因此,这种换刀方式主要用于钻床,也可以用于铣镗类和数控组合机床。
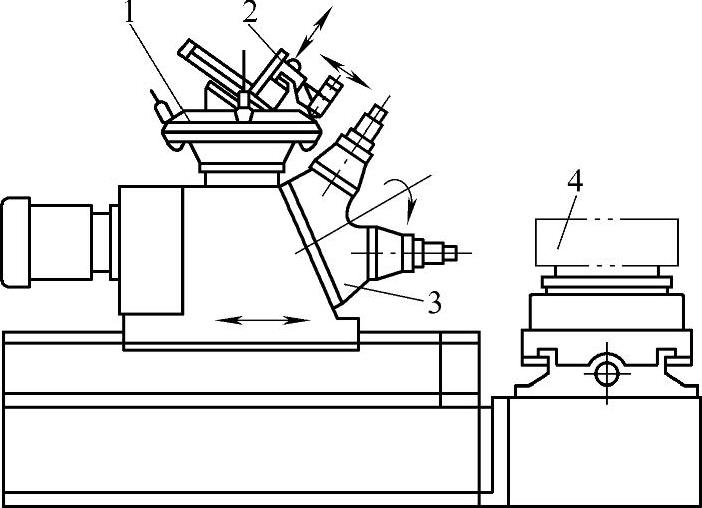
图2-75 带刀库的双主轴结构
1—刀库 2—机械手 3—转塔头 4—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






