回转刀架换刀是一种最简单的自动换刀装置,常用于数控车床。根据加工对象的不同,它可以设计成四方刀架和六角刀架等多种形式。回转刀架上分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀。
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削抗力。由于车削加工精度在很大程度上取决于刀尖位置,对于数控车床来说,加工过程中刀具位置不进行人工调整,因此更有必要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位之后,具有尽可能高的重复定位精度(一般为0.001~0.005mm)。回转刀架按其工作原理分为若干类型,如图2-70所示。
图2-70a所示为螺母升降转位原理,电动机经弹簧安全离合器至蜗轮副带动螺母旋转,螺母举起刀架使上齿盘与下齿盘分离,随即带动刀架旋转到位,然后给系统发信号,螺母反转锁紧。此机构零件多,但性能可靠,精度也好。相对成本偏高,加工难度大。
图2-70b所示为利用十字槽轮来转位及锁紧刀架(还要加定位销),销钉每转一周,刀架便转1/4转(也可设计成六工位等)。此机构体积大,零件多,目前应用不多。
图2-70c所示为凸台棘爪式刀架,蜗轮带凸台相对于另一凸台转动,使其上、下端齿盘分离,继续旋转,则棘轮机构推动刀架转9个工位,然后利用一个接触开关或霍尔元件发出电动机的反转信号,重新锁紧刀架。但是,其对要求高的重复定位精度不易做到。
图2-70d所示为电磁式刀架,它利用一个有10kN左右拉紧力的线圈使刀架定位锁紧,要有继电保护装置。(www.daowen.com)
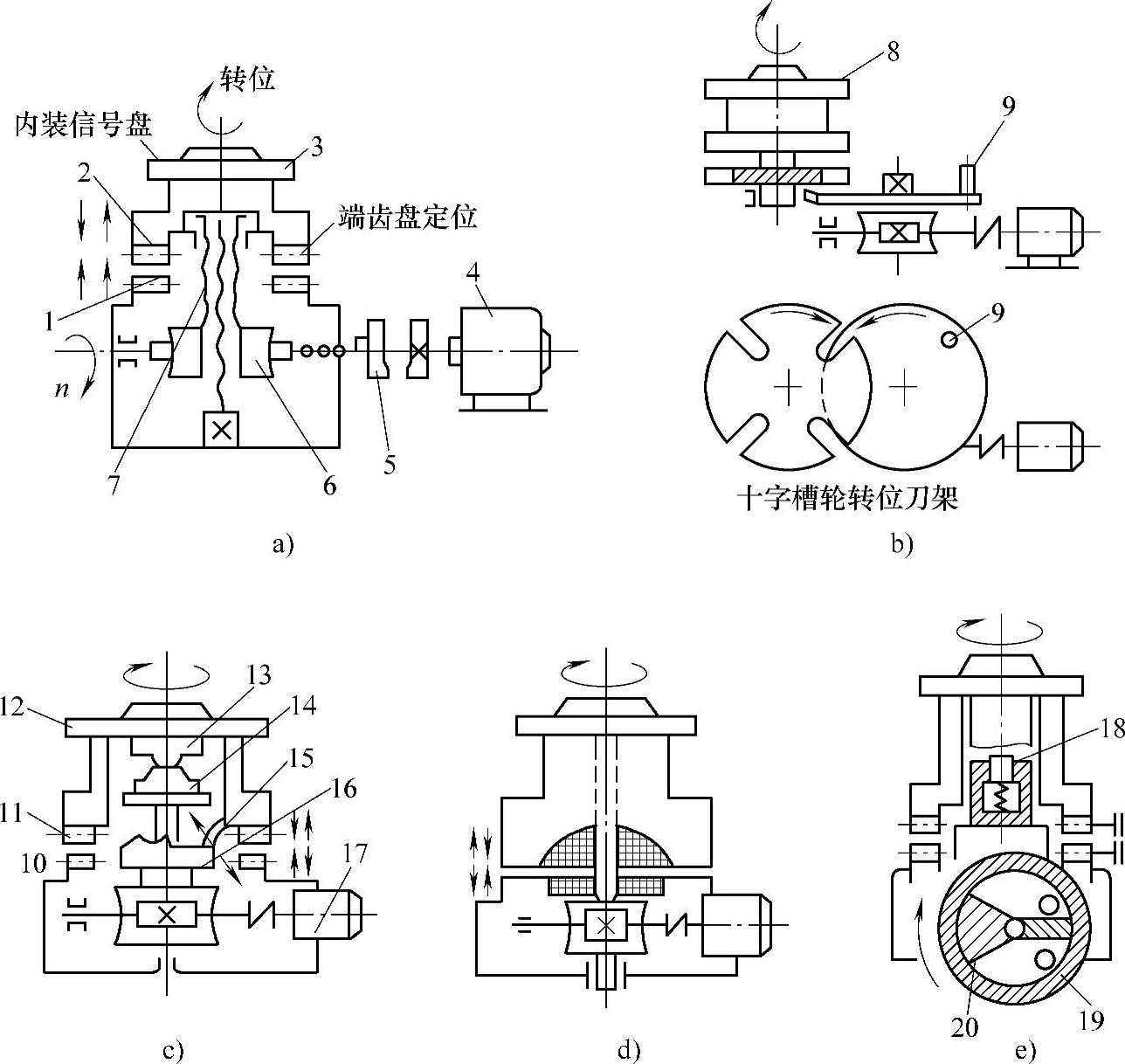
图2-70 回转刀架类型及原理
1、10—下齿盘 2、11—上齿盘 3、8、12—刀架 4、17—电动机 5—弹簧安全离合器 6—蜗轮副 7—螺母 9—销钉 13、14—凸轮 15—棘爪 16—棘轮 18—拨爪 19—液压缸 20—摆动阀芯
图2-70e所示为液压式刀架,它利用摆动液压缸来控制刀架转位。摆动缸芯带动拨爪,拨爪带动刀架转位。还有一个向下拉紧的小液压缸,也产生10kN以上的拉紧力。这种刀架的特点是转位可靠,拉力紧可以再加大,但其缺点是液压件难制造,还需多一套液压系统,有液压油泄漏及发热问题。
一般情况下,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架压紧等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





