数控回转工作台的主要功能有两个:一是实现工作台的进给分度运动,即在非切削时,装有工件的工作台在整个圆周(360°范围内)进行分度旋转;二是实现工作台圆周方向的进给运动,即在进行切削时与X、Y、Z三个坐标轴进行联动,加工复杂的空间曲面。
图2-67给出了JCS-013型自动换刀数控卧式镗铣床的数控回转工作台,该数控回转台由传动系统、间隙消除装置及蜗轮夹紧装置等组成。
当数控工作台接到数控系统的指令后,首先把蜗轮10松开,然后起动电液脉冲马达1,按指令脉冲来确定工作台的回转方向、回转速度及回转角度大小等参数。工作台的运动由电液脉冲马达1驱动,经齿轮2和4带动蜗杆9,通过蜗轮10使工作台回转。为了尽量消除传动间隙和反向间隙,齿轮2和齿轮4相啮合的侧隙是靠调整偏心环3来消除的。齿轮4与蜗杆9是靠楔形拉紧圆柱销5(A—A剖面)来连接的,这种连接方式能消除轴与套的配合间隙。为了消除蜗杆副的传动间隙,采用了双螺距渐厚蜗杆,通过移动蜗杆的轴向位置来调整间隙。这种蜗杆的左、右两侧面具有不同的螺距,因此蜗杆齿厚从一端向另一端逐渐增厚。但由于同一侧的螺距是相同的,所以仍然保持着正常的啮合。调整时,先松开螺母7上的锁紧螺钉8,使压块6与调整套11松开,同时将楔形拉紧圆柱销5松开,然后转动调整套11,带动蜗杆9做轴向移动。根据设计要求,蜗杆有10mm的轴向移动调整量,这时蜗杆副的侧隙可调整0.2mm。调整后,锁紧调整套11和楔形拉紧圆柱销5。蜗杆的左、右两端都由双列滚针轴承支承,左端为自由端,可以伸长以消除温度变化的影响;右端装有双列推力轴承,能轴向定位。
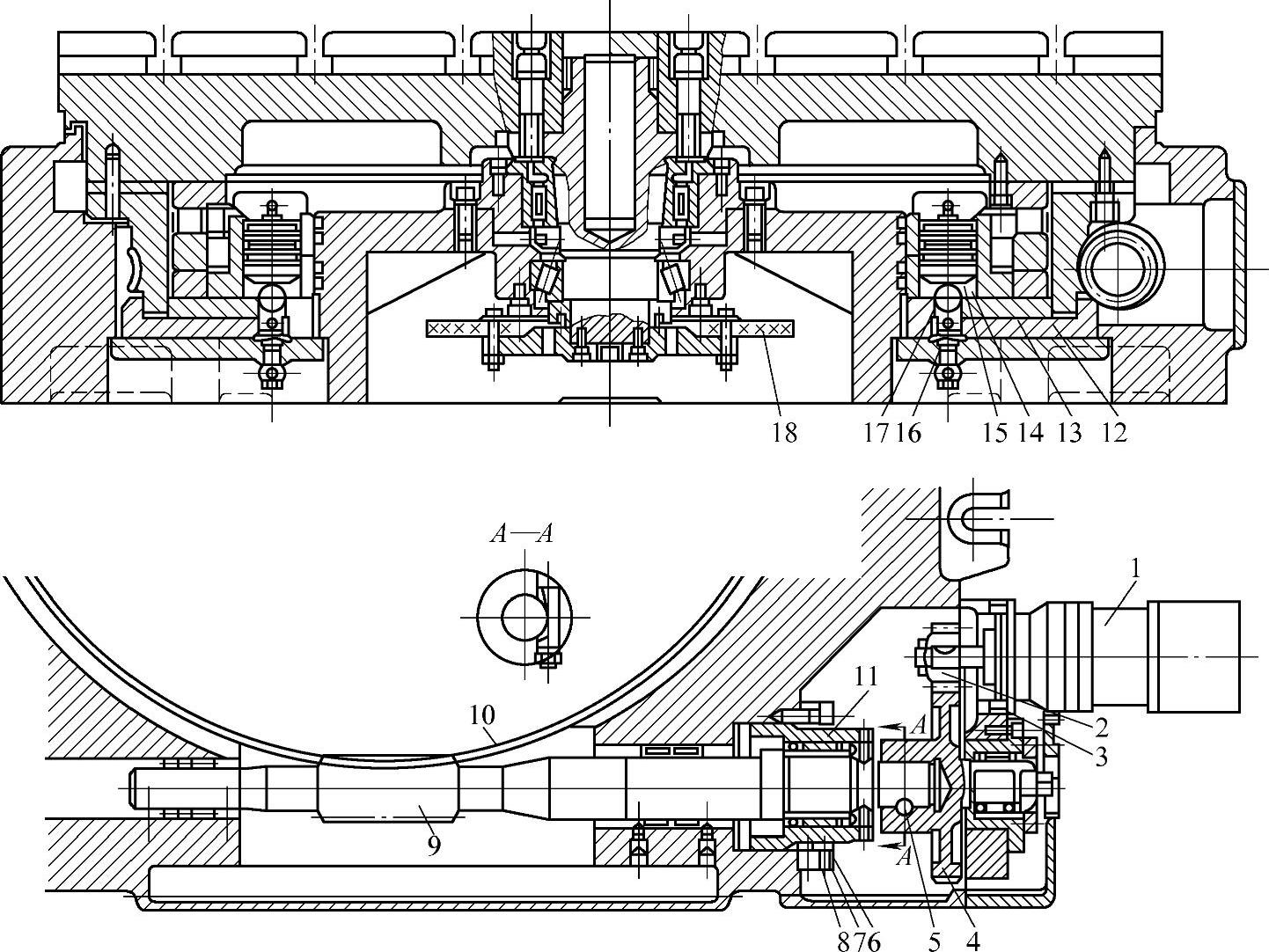
图2-67 数控回转工作台(www.daowen.com)
1—电液脉冲马达 2、4—齿轮 3—偏心环 5—楔形拉紧圆柱销 6—压块 7—螺母 8—锁紧螺钉 9—蜗杆 10—蜗轮 11—调整套 12、13—夹紧瓦 14—夹紧液压缸 15—活塞 16—弹簧 17—钢球 18—光栅
当工作台静止时必须处于锁紧状态。工作台面用沿其圆周方向分布的八个夹紧液压缸进行夹紧。当工作台不回转时,夹紧液压缸14的上腔进压力油,使活塞15向下运动,通过钢球17、夹紧瓦13及12将蜗轮10夹紧;当工作台需要回转时,数控系统发出指令,使夹紧液压缸14上腔的油流回油箱。在弹簧16的作用下,钢球17抬起,夹紧瓦12及13松开蜗轮10,然后由电液脉冲马达1通过传动装置,使蜗轮和回转工作台按照控制系统的指令作回转运动。
数控回转工作台设有零点,当它作返回零点运动时,首先由安装在蜗轮上的撞块碰撞限位开关,使工作台减速,再通过感应块和无触点开关,使工作台准确地停在零点位置上。
该数控工作台可作任意角度的回转和分度,由光栅18进行读数控制。光栅18在圆周上有21600条刻线,通过6倍频电路,使刻度分辨能力为10″,因此工作台的分度精度可达±10″。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





