1.主轴部件结构
图2-29是NT-J320A型数控铣床主轴部件结构图。该机床主轴可作轴向运动,主轴的轴向运动坐标为数控装置中的Z轴,轴向运动由直流伺服电动机16,经同步齿形带轮13、15,同步带14,带动丝杠17转动,通过丝杠螺母7和螺母支承10,使主轴套筒6带动主轴5作轴向运动,同时也带动脉冲编码器12发出反馈脉冲信号进行控制。
主轴为实心轴,上端为花键,通过花键套11与变速箱连接,带动主轴旋转。主轴前端采用两个特轻系列角接触球轴承1支承,两个轴承背靠背安装,通过轴承内圈隔套2,外圈隔套3和主轴台阶与主轴轴向定位,用圆螺母4预紧,消除轴承轴向间隙和径向间隙。后端采用深沟球轴承,与前端组成一个相对于套筒的双支点单固式支承。主轴前端锥孔为7∶24锥度,用于刀柄定位。主轴前端端面键,用于传递铣削转矩。快换夹头18用于快速松、夹紧刀具。
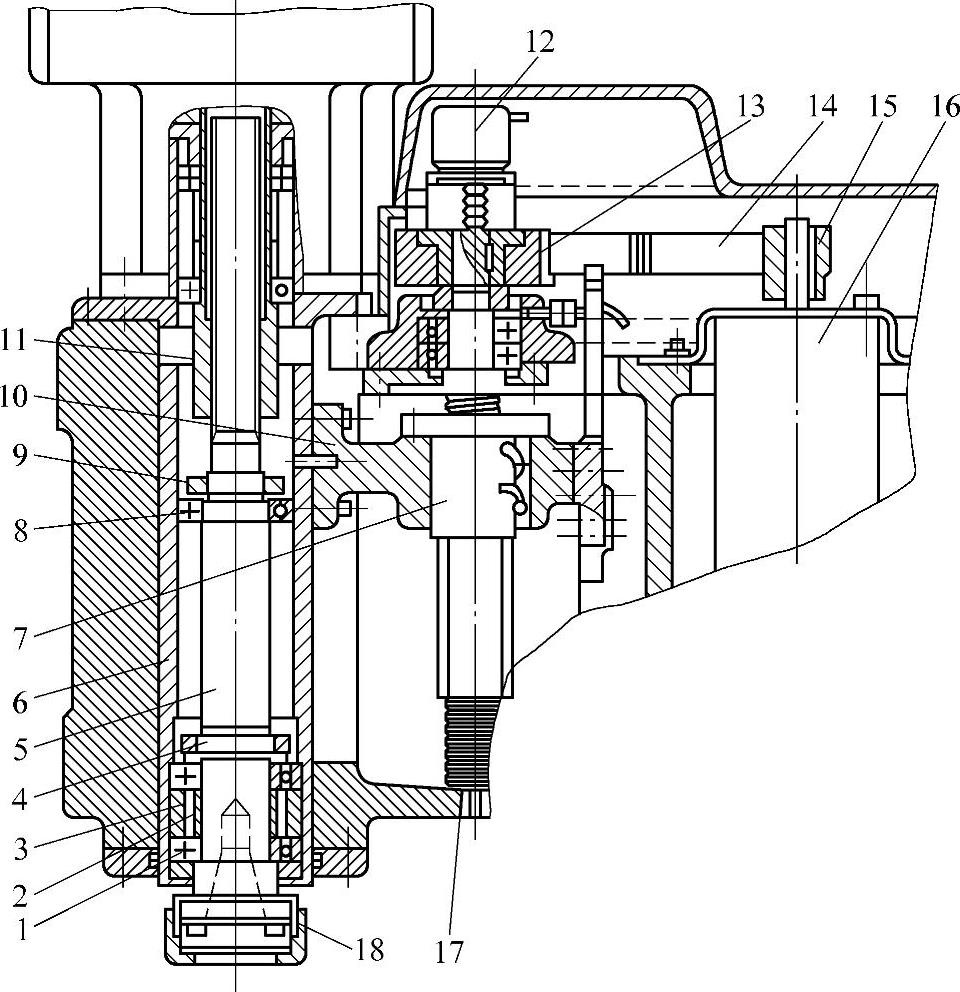
图2-29 NT-J320A型数控铣床主轴部件结构图
1—角接触球轴承 2、3—轴承隔套 4、9—圆螺母 5—主轴 6—主轴套筒 7—丝杠螺母 8—深沟球轴承 10—螺母支承 11—花键套 12—脉冲编码器 13、15—同步齿形带轮 14—同步带 16—伺服电动机 17—丝杠 18—快换夹头
2.主轴部件的拆卸与调整
(1)主轴部件的拆卸
主轴部件维修拆卸前的准备工作与前述数控车床主轴部件拆卸准备工作相同。在准备就绪后,即可进行如下顺序的拆卸工作:
②拆下电动机法兰盘连接螺钉。
③拆下主轴电动机及花键套11等部件(根据具体情况,也可不拆此部分)。
④拆下罩壳螺钉,卸掉上罩壳。
⑤拆下丝杠座螺钉。
⑥拆下螺母支承10与主轴套筒6的连接螺钉。
⑦向左移动丝杠螺母7和螺母支承10等部件,卸下同步带14和螺母支承10处与主轴套筒连接的定位锁。(www.daowen.com)
⑧卸下主轴部件口。
⑨拆下主轴部件前端法兰和油封。
⑩拆下主轴套筒。
⑾拆下圆螺母4和9。
⑿拆下轴承1和8以及轴承隔套2和3。
⒀卸下快换夹头18。
拆卸后的零件、部件应进行清洗和防锈处理,并妥善保管存放。
(2)主轴部件的装配及调整
装配前的准备工作与前述车床相同。装配设备、工具及装配方法根据装配要求和装配部位配合性质选取。
装配顺序可大体按拆卸顺序逆向操作,机床主轴部件装配调整时应注意以下几点:
①为保证主轴工作精度,调整时应注意调整好圆螺母4的预紧量。
②前后轴承应保证有足够的润滑油。
③螺母支承10与主轴套筒的连接螺钉要充分旋紧。
④为保证脉冲编码器与主轴的同步精度,调整时同步带14应保证合理的张紧量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




