1.CK7815型数控车床主轴部件结构
图2-26所示是CK7815型数控车床主轴部件结构图,该主轴工作转速范围为15~5000r/min。主轴6前端采用三个角接触球轴承9,通过前支承套11支承,由螺母8预紧。后端采用圆柱滚子轴承12支承,径向间隙由螺母15和螺母4调整。螺母5和螺母7分别用来锁紧螺母4和螺母8,防止螺母4和8的回松。带轮14直接安装在主轴6上(不卸荷)。同步带轮13安装在主轴6后端支承与带轮之间,通过同步带和安装在主轴脉冲发生器1轴上的另一同步带轮,带动主轴脉冲发生器1和主轴同步运动。在主轴前端,安装有液压卡盘或其他夹具。
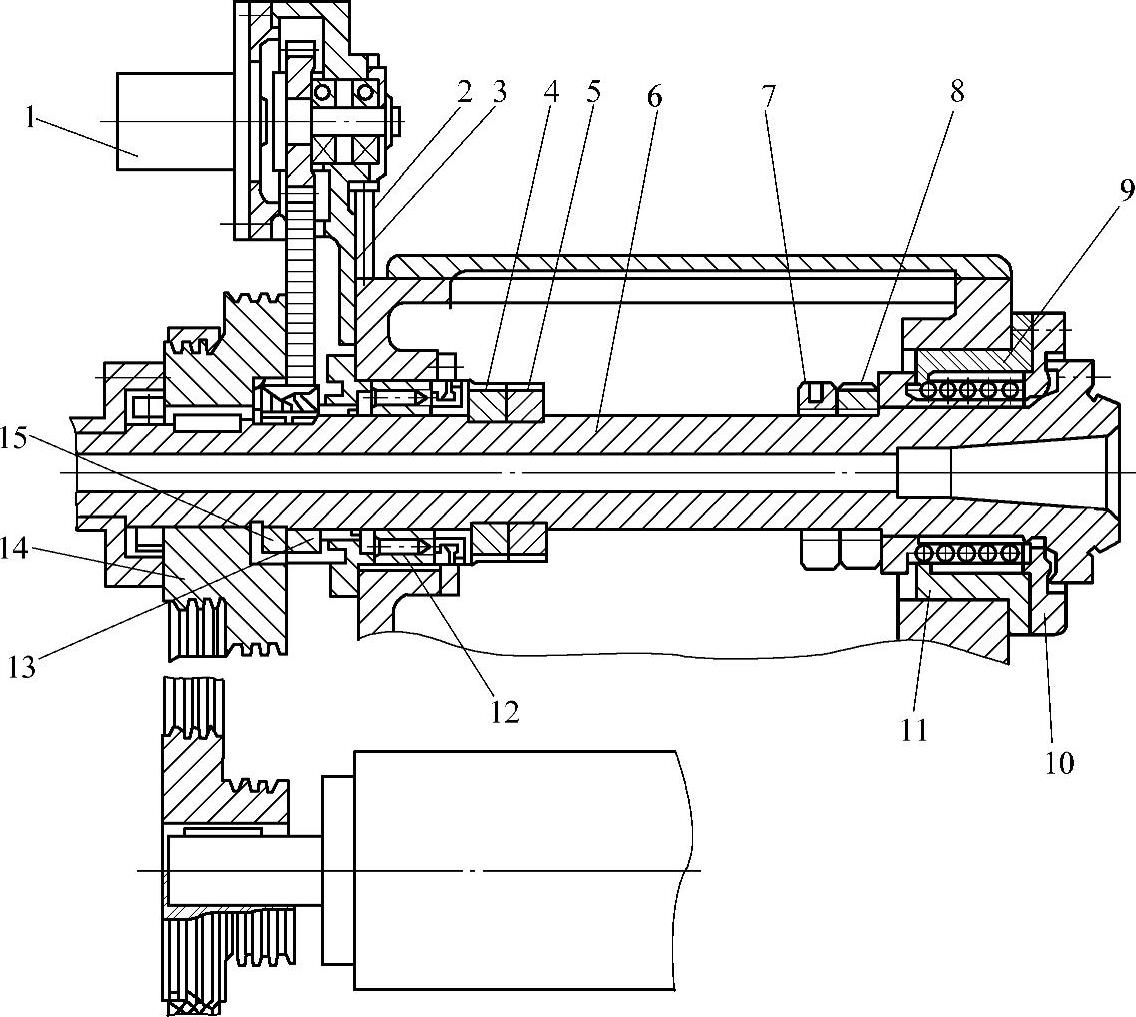
图2-26 CK7815型数控车床主轴部件结构图
1—主轴脉冲发生器 2—螺钉 3—支架丝钉 4、5、7、8、15—螺母 6—主轴 9—角接触球轴承 10—前端盖 11—前支承套 12—圆柱滚子轴承 13—脉冲发生器同步带轮 14—带轮
2.主轴部件的拆卸与调整
主轴部件在维修时,需要在拆卸口拆卸前做好工作场地清理、清洁工作和拆卸工具及资料的准备工作,然后进行拆卸操作。拆卸操作顺序大致如下:
①切断总电源及主轴脉冲发生器电器线路。总电源切断后,应拆下保险装置,防止他人误合闸而引起事故。
②切断液压卡盘(图2-26中未画出)油路,排放掉主轴部件及相关各部润滑油。油路切断后,应放尽管内余油,避免油溢出污染工作环境,管口应包扎,防止灰尘及杂物侵入。
③拆下液压卡盘(图2-26中未画出)及主轴后端液压缸等部件,排尽油管中余油并扎管口。
④拆下电动机传动带及主轴后端带轮14和键。
⑤拆下主轴后端螺母15。
⑥松开螺钉2,拆下支架3L的螺钉,拆去主轴脉冲发生器(含支架、同步带)。
⑦拆下同步带轮13和后端油封件。
⑧拆下主轴后支承处轴向定位盘螺钉。
⑨拆下主轴前支承套螺钉。(www.daowen.com)
⑩拆下(向前端方向)主轴部件。
⑾拆下圆柱滚子轴承12和轴向定位盘及油封。
⑿拆下螺母4和螺母5。
⒀拆下螺母7和螺母8以及前油封。
⒁拆下主轴6和前端盖10。主轴拆下后要轻放,不得碰伤各部螺纹及圆柱表面。
⒂拆下角接触球轴承9和前支承套11。
以上各部件、零件拆卸后,应清洗及防锈处理,并妥善存放保管。
3.主轴部件装配及调整
装配前,各零件、部件应严格清洗,需要预先加涂油的部位应加涂油。装配设备、装配工具以及装配方法,应根据装配要求及配合部位的性质选取。操作者必须注意,不正确或不规范的装配方法将影响装配精度和装配质量,甚至损坏被装配件。
对CK7815数控车床主轴部件的装配过程,可大体依据拆卸顺序逆向操作,这里就不再叙述。主轴部件装配时的调整,应注意以下几个部位的操作:
①前端三个角接触球轴承,应注意前面两个大口向外,朝向主轴前端,后一个大口向里(与前面两个相反方向)。预紧螺母8的预紧量应适当(查阅制造厂家说明书),预紧后一定要注意用螺母7锁紧,防止回松。
②后端圆柱滚子轴承的径向间隙由螺母15和螺母4调整。调整后通过螺母5锁紧,防止回松。
③为保证主轴脉冲发生器与主轴转动的同步精度,同步带的张紧力应合理。调整时,先略松开支架3上的螺钉,然后调整螺钉2,使之张紧同步带。同步带张紧后,再旋紧支架3上的紧固螺钉。
④液压卡盘装配调整时,应充分清洗卡盘内锥面和主轴前端外短锥面,保证卡盘与主轴短锥面的良好接触。卡盘与主轴连接螺钉旋紧时应对角均匀施力,以保证卡盘的工作定心精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






