主轴准停功能又称为主轴定位功能,即当主轴停止时,控制其停于固定位置,这是自动换刀所必需的功能。在自动换刀的镗铣加工中心上,切削的转矩通常是通过刀杆的端面键来传递的,这就要求主轴具有准确定位于圆周上特定角度的功能。主轴准停换刀如图2-19所示。当加工阶梯孔或精镗孔后退刀时,为防止刀具与小阶梯孔碰撞或拉毛已精加工的孔表面,必须先让刀,再退刀。因此,刀具就必须具有定位功能。主轴准停阶梯孔或精镗孔如图2-20所示。
主轴准停功能分为机械准停和电气准停。
1.机械准停控制
图2-21为典型的V形槽轮定位盘机械准停原理示意图。带有V形槽的定位盘与主轴端面保持一定的关系,以确定定位位置。当准停指令到来时,首先使主轴减速至某一可以设定的低速转动,当无触点开关有效信号被检测到后,立即使主轴电动机停转并断开主轴传动链,此时主轴电动机与主轴传动件依惯性继续空转,同时准停液压缸定位销伸出并压向定位盘。当定位盘V形槽与定位销正对时,由于液压缸的压力,定位销插入V形槽中,准停到LS2信号有效,表明准停动作完成。这里LS1为准停释放信号。采用这种准停方式,必须有一定的逻辑互锁,即LS2有效时才能进行下面诸如换刀等动作,而只有当LS1有效时才能起动主轴电动机正常运转。上述准停功能通常可由数控系统所配的可编程序控制器完成。
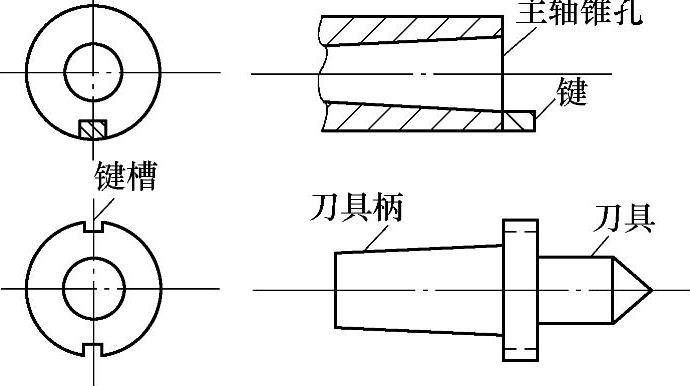
图2-19 主轴准停换刀示意图
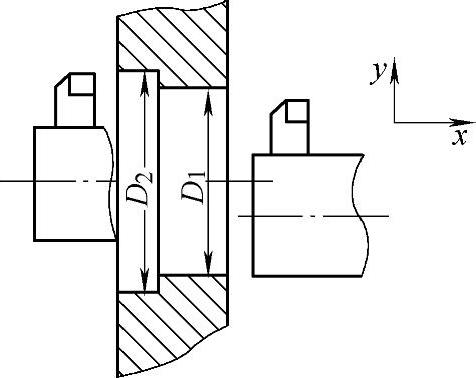
图2-20 主轴准停阶梯孔或精镗孔示意图
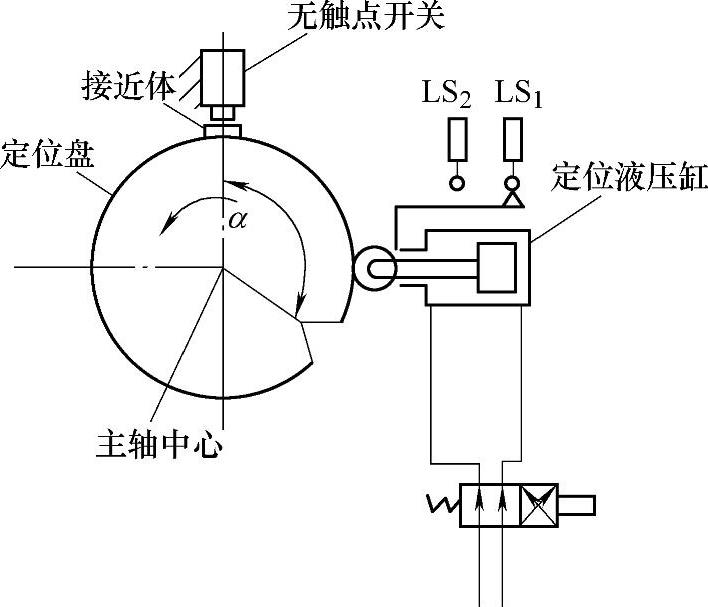
图2-21 典型的V形槽轮定位盘机械准停原理示意图
机械准停还有其他方式,如端面螺旋凸轮准停等,但基本原理是一样的。
2.电气准停控制
目前国内外中高档数控系统均采用电气准停控制。采用电气准停控制有以下优点:
①简化机械结构。与机械准停相比,电气准停只需在这种旋转部件和固定部件上安装传感器即可。
②缩短准停时间。准停时间包括在换刀时间内,而换刀时间是加工中心的一项重要指标。若采用电气准停,即使主轴在高速转动时,也能快速定位于准停位置。
③可靠性增加。由于无需复杂的机械、开关和液压缸等装置,也没有机械准停所形成的机械冲击,因此准停控制的寿命与可靠性大大增加。
④性能价格比提高。由于简化了机械结构和强电控制逻辑,因此这部分的成本大大降低。但电气准停常作为选择功能,这是因为订购电气准停附件需另加费用。但总体来看,其性价比比机械准停大大提高。
目前电气准停通常有以下三种方式。
(1)磁传感器主轴准停控制
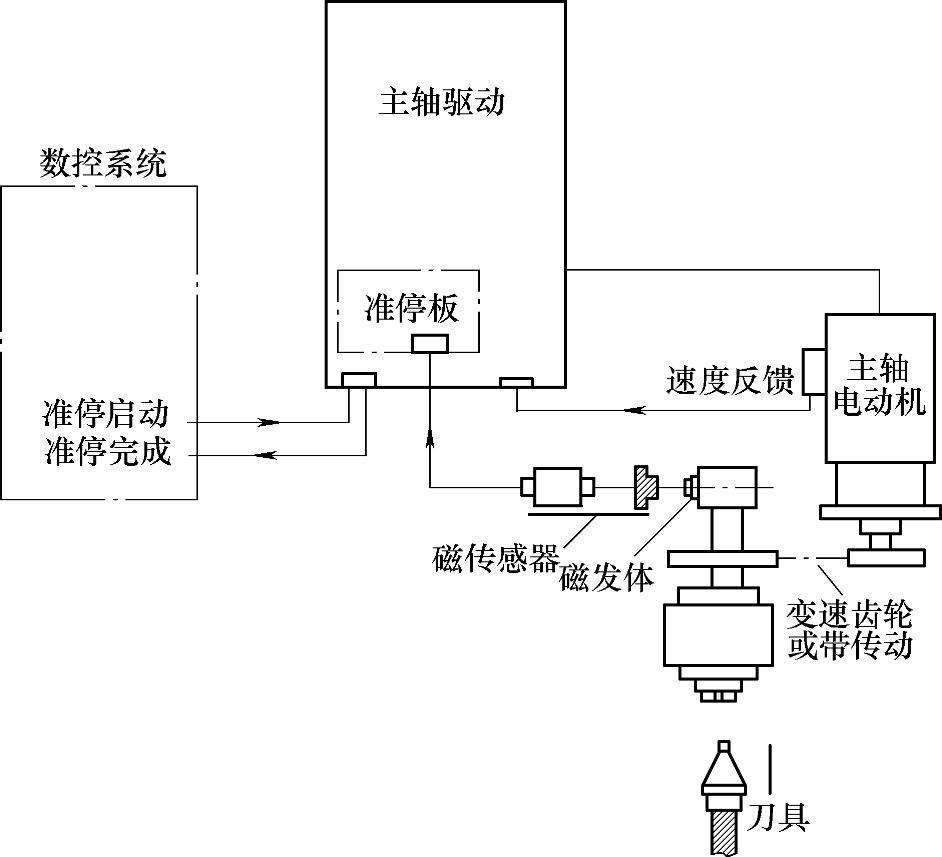
磁传感器主轴准停控制由主轴驱动自身完成。主轴驱动完成准停后会向数控装置回答完成信号ORE,然后数控系统再进行下面的工作。其基本结构如图2-22所示。
当主轴转动或停止时,一旦接收到数控装置发来的准停开关信号,主轴立即加速或减速至某一准停速度(可在主轴驱动装置中设定)。主轴到达准停速度且准停位置到达时(即磁发体与磁传感器对准),主轴立即减速至某一爬行速度(可在主轴驱动装置中设定)。然后当磁传感器信号出现时,主轴驱动立即进入磁传感器作为反馈元件的位置闭环控制,目标位置为准停位置。准停完成后,主轴驱动装置输出准停完成信号给数控装置,从而可进行自动换刀(ATC)或其他动作。磁发体与磁传感器在主轴上的位置如图2-23所示。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-22 主轴的准停装置
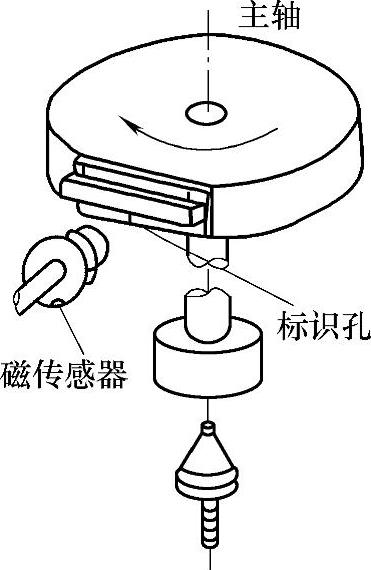
图2-23 磁传感器在主轴上的位置
(2)编码器主轴准停控制
图2-24为编码器主轴准停控制原理图。可采用主轴电动机内部安装的编码器信号(来自于主轴驱动装置),也可以在主轴上直接安装另外一个编码器。采用前一种方式要注意传动链对主轴准停精度的影响。主轴驱动装置内部可自动转换,使主轴驱动处于速度控制或位置控制状态。准停角度可由外部开关量(12位)设定,这一点与磁准停不同,磁准停的角度无法随意设定,要想调整准停位置,只有调整磁发体与磁传感器的相对位置。其步骤与传感器类似。
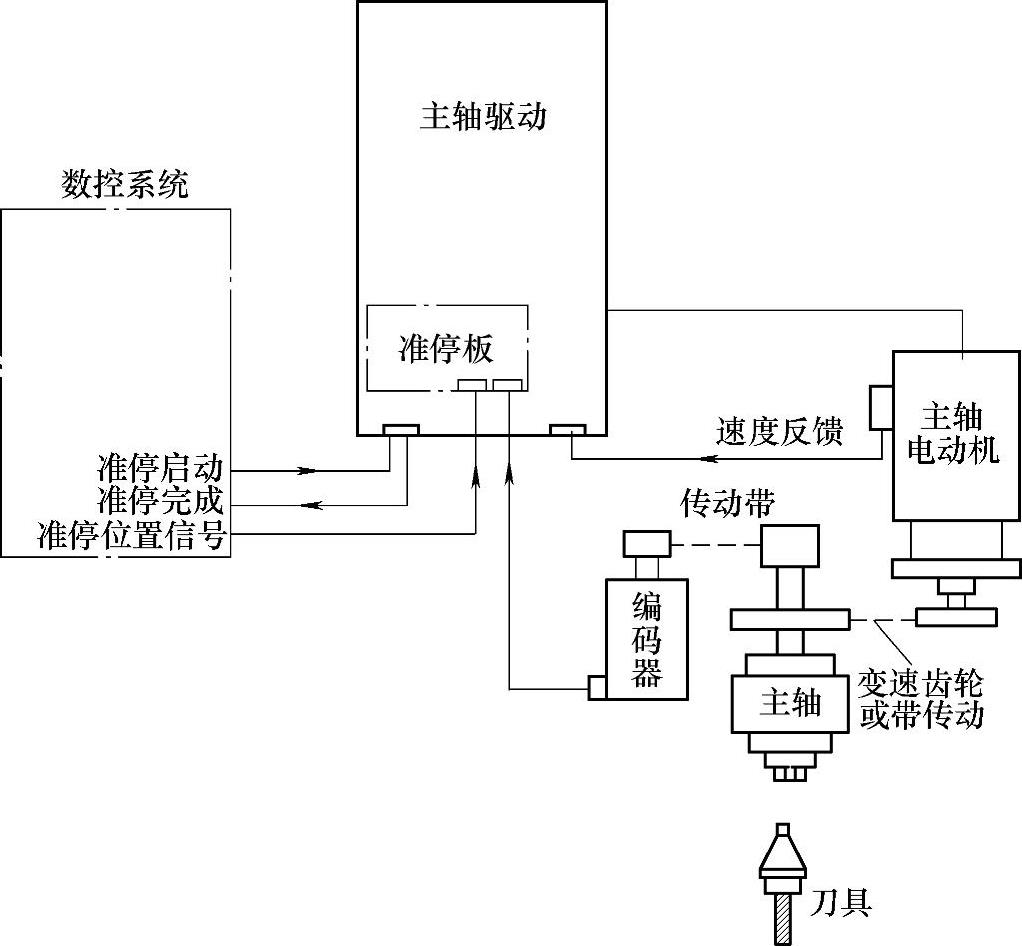
图2-24 编码器主轴准停控制原理图
无论采用何种准停方案(特别是对磁传感器准停方式),当需在主轴上安装元件时应注意动平衡问题,因为数控机床精度很高,转速也很高,所以对动平衡要求严格。一般对中速以上的主轴来说,有一点不平衡还不至于有太大的问题。但对高速主轴来说,这一不平衡量会引起主轴振动。为适应主轴高速化的需要,国外已开发出整环式磁传感器主轴准停装置,由于磁发体是整环,因此其动平衡好。
(3)数控系统主轴准停控制
这种准停控制方式是由数控系统完成的,采用这种控制方式时需注意以下问题:
①数控系统需具有主轴闭环控制功能。通常为避免冲击,主轴驱动都具有软起动功能,但这对主轴位置闭环控制会产生不良影响。此时,若位置增益过低,则准停精度和刚度(克服外界扰动的能力)不能满足要求;若过高,则会产生严重的定位振荡现象。因此必须使主轴进入伺服状态,此时其特性与进给伺服系统相近,才可进行位置控制。
②当采用电动机轴端编码器信号反馈给数控装置时,主轴传动链精度可能对主轴精度产生影响。数控系统控制主轴准停的原理与进给位置控制的原理非常相似,如图2-25所示。
当采用数控系统控制主轴准停时,角度指定由数控系统内部设定,因此准停角度的设定更加方便。其工作原理是:数控系统执行准停指令M19或M19S××时,首先将M19送至可编程序控制器,可编程序控制器经译码送出控制信号使主轴驱动进入伺服状态,同时数控系统控制主轴电动机降速并寻找零位脉冲C,然后进入位置闭环控制状态。如执行M19,无S指令,则主轴定位于相对于零位脉冲C的某一缺省位置(可由数控系统设定);如执行M19 S××,则主轴定位于指令位置,也就是相对零位脉冲S××的角度位置。
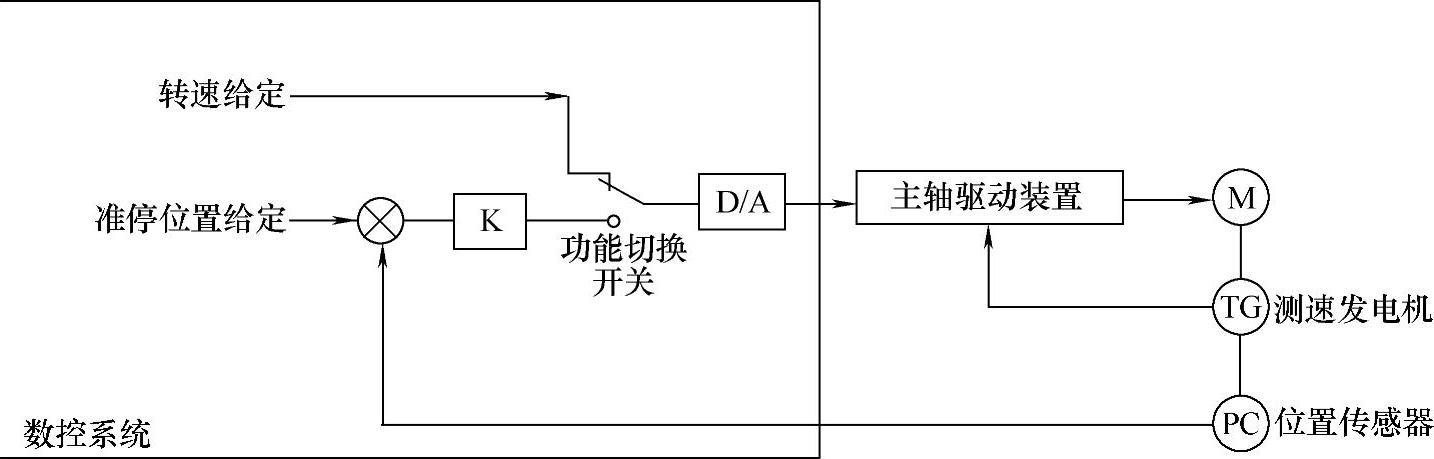
图2-25 数控系统主轴准停控制原理图
例 M03 S1000//主轴以1000r/min正转
M19 //主轴准停于缺省位置
M19 S100//主轴准停转至100°处
S1000 //主轴再次以1000r/min正转
M19 S200 //主轴准停至200°处
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







