
数控机床导轨包括与床身零件一体的滑动导轨和线性导轨两种。滑动导轨装配前应仔细校正,以保证机床的运动精度。
1.滑动导轨的校正
先将螺母座与床身用细油石清除干净,将螺母座固定在床身上。检具放入螺母座,并用扭力扳手将螺栓拧紧至参考扭力值。将直压尺固定到导轨面上作为测量基准,千分表固定在压板上并一同放置在直压尺上,如图2-7所示。
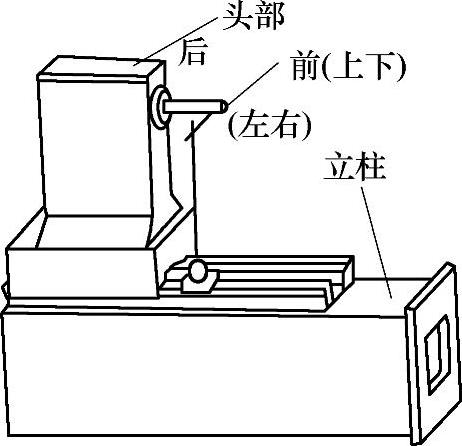
图2-5 立柱与主轴头的结合
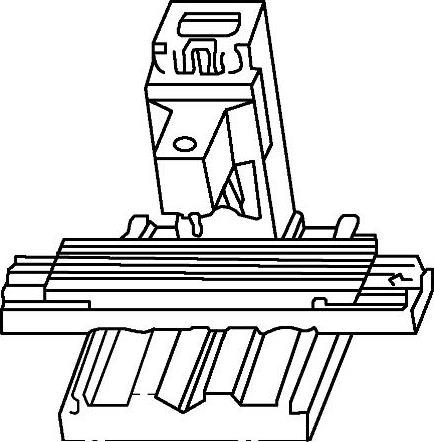
图2-6 立柱与底座的结合
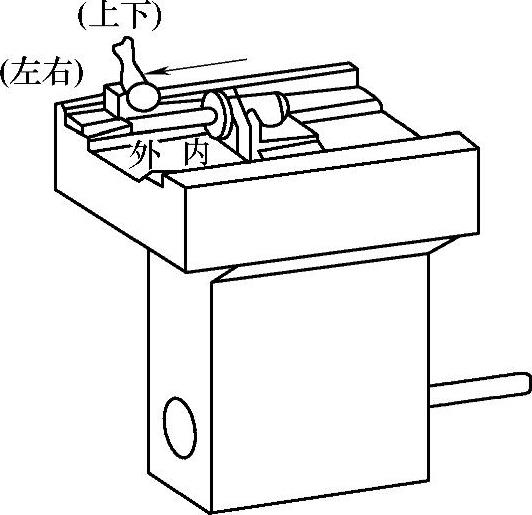
图2-7 滑动导轨的校正(www.daowen.com)
左右移动检具并将千分表调整至归零,在检验螺母座检具与滑轨高低是否相同时,先测量螺母座与检具高低差,再用刮刀把螺母座高点铲除。每次铲刮完毕必须用细油石磨边,直到调整至最佳状况。铲刮的同时用红丹磨合铲刮部位,并检查铲刮接触点是否均匀。
校正导轨时直压尺基准面与螺母基准面必须清洁干净并靠紧。用千分表测量时,推动力大小必须一致。
2.线性导轨的装配
在装配前先用除油剂将线性导轨的床身安装面、基准面螺纹孔清洗干净。床身安装面在加工或运输时产生的撞击痕迹必须用细油石清除毛边。
将线性导轨轻放在床身上,左右轻摇以确认安装面是否平直。在将装配螺栓插入线性导轨装配孔时,先确认螺栓和装配孔是否吻合,当孔与螺栓不吻合时不要强行锁紧,以免破坏线性导轨与床身。先不锁紧螺栓,并将导轨左、右、前、后轻轻移动数次。如果能够移动,表示螺栓与床身孔中心已对正;如果无法轻易移动,则表示床身装配孔的加工精度有问题或螺栓装配不当,并用工具将螺栓与圆键、T形螺栓一起固定住,再把直压尺放在线性导轨中央位置,并前后调整直压尺使之与线性导轨前后平行。再将千分表固定在导轨滑块上,移动滑块并将其校正到与直压尺平行。将滑块移动到线性导轨的每个螺栓孔中心进行校正,直至导轨与直压尺完全平行。使用扭力扳手,在线性导轨制造厂商指定的扭紧力矩下,拧紧固定装配螺栓。
螺栓孔防尘盖放置在线性导轨螺栓孔中,用塑料锤轻敲防尘盖,将其打入螺栓孔中,并保持防尘盖上面与线性滑轨螺纹孔平行,既不要凸起造成脱落,也不要凹陷造成铁屑堆积。
3.床身导轨纵向直线度的调整
大型数控机床,如数控龙门铣床、落地式镗铣床、重型数控转子车床等,其床身较长,大多由数段组成,其床身导轨在垂直平面内直线度的调整,一般都按机床精度检验标准规定调成中凸曲线。把导轨人为地调成中凸形状,其实质是一种预载,用预载产生的预应力抵抗工作台、工件的重力及切削加工产生的垂直切削分力,使工作台或刀架拖板在切削过程中处于水平状态,进而保证工件加工面的平直度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







