数控机床的床身与立柱的安装经历了从直接刮研、灌胶到螺纹灌胶三个安装工艺过程。直接刮研工艺由于工作量大、生产效率低,已被淘汰。灌胶工艺是运用于高精度数控机床床身和立柱装配,在传统的安装刮研工艺和现代的粘接技术的基础上发展起来的一门新工艺技术。螺纹灌胶工艺是在灌胶工艺的基础上发展起来的,和灌胶工艺相比,它将床身与立柱间灌胶改为在四个支承螺钉的螺纹及支承钢球面上灌胶。螺纹和钢球接触面的设计必须满足立柱的工作强度要求。螺纹灌胶工艺比灌胶工艺更经济,已在一些技术实力较强的数控机床厂总装中采用。
在精密机床床身和立柱的安装过程中,为避免过度频繁的调整起吊而破坏连接精度,灌胶工艺需要先将这两个连接件支撑起来,并把它们调整到规定的位置精度,然后再向两连接件之间的缝隙灌注粘接剂。同时,采取措施确保粘接剂凝固后,二者的位置精度不变,如图2-1所示。
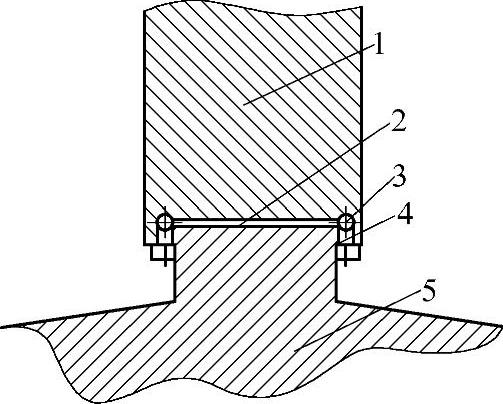
图2-1 床身与立柱装配示意图
1—立柱 2—注胶层 3—钢球 4—螺钉 5—床身
灌胶工艺的流程如图2-2所示。

图2-2 灌胶工艺流程
首先,在床身的安装面四周均布四个螺纹连接强度足以支撑起立柱重量的螺钉,用这四个螺钉顶起四只钢球,然后用调整工具将钢球调整到距离床身一定的高度。钢球顶起的高度既要能够方便地调整立柱导轨与床身工作台的位置精度,又不能让两个连接面之间的间隙过大。间隙过大时会增加注胶量,影响成本,且太厚的注胶层会影响粘接强度。
之后,随即在安装位置四周装上垫圈,以保证灌注粘接剂时不溢漏,并在床身注胶口前沿切出空气出口供排出空气。注胶孔一般设置在立柱的后面,在距离底部约20mm左右钻一垂直通孔至立柱底面,距离立柱后面20mm左右即可。
在吊装立柱之前,先在立柱安装表面涂上分离剂,使立柱和粘接剂分离。然后吊装立柱,将它支撑在钢球上,并反复调整压在钢球下的四个螺钉,调整立柱导轨与床身上工作台台面的垂直精度误差到合格的范围之内。立柱导轨与床身上工作台台面之间的垂直度约在0.02mm。至此,灌胶前的准备工作就绪。
灌胶时,可以选用SKC等环氧胶进行灌注。环氧胶的优点是强度很高,可以粘接,耐温和化学性能好。缺点是固化慢,需严格按比例与稀释剂混合。胶粘剂的种类和稀释剂的稀释比例对粘接强度有一定影响,间隙大小对粘接强度也有影响。胶粘剂的最终内应力随胶层的增加而增大,间隙大小以1.5~2mm为宜。将灌注胶与稀释剂严格按照规定的比例、速度和时间混合搅拌均匀,然后立即压入注胶口。灌胶要保证两接合面的胶层充分饱满,以灌胶口前方的空气切口有胶液溢出为宜。之后,让设备保持原位静止,使粘接胶充分室温固化,以达到规定的参数。
最后,将所有连接螺钉按规定转矩拧紧,并校验立柱导轨与工作台台面的垂直度误差。
下面以立式数控铣床安装为例,介绍床身与立柱的安装、调试过程。
1.底座定位
在底座定位前,先将轨道研磨面用除油剂清除干净,检查研磨面是否有敲击伤痕或裂痕,完成地脚螺纹孔攻丝。将水平仪放置于底座研磨面中央,再在稳定状况下调整底座四角的螺栓,使X-Y轴水平仪气泡位于中央位置,锁紧地脚螺栓,完成底座定位,如图2-3所示。(https://www.daowen.com)
2.鞍座装配
清洁鞍座轨道研磨面和底座接触面,并确认没有敲伤和裂痕。清出鞍座螺纹孔内铁屑,再将鞍座固定在底座上。将延伸臂固定在底座上,并将千分表吸附在延伸臂上测量鞍座研磨面四个点是否与底座平行,如图2-4所示。
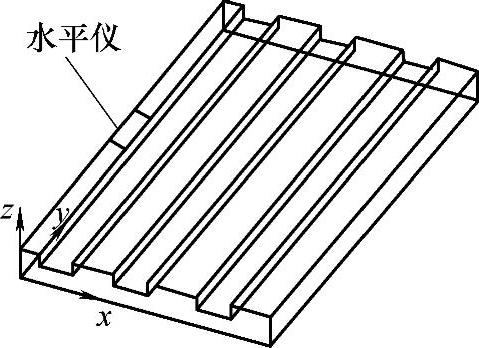
图2-3 底座定位
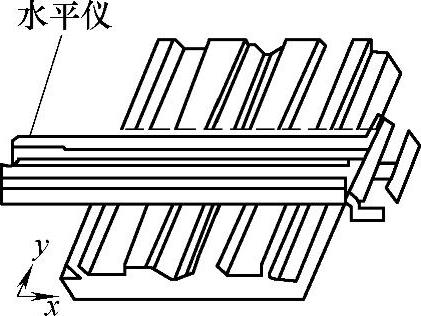
图2-4 鞍座装配
测量鞍座研磨面的高低差,再用刮刀把鞍座底部耐磨片高点铲除。每次铲刮完后必须擦拭干净,防止铁屑吸附在铲刮面上。在铲刮时,用红丹磨合耐磨片部位并检查接触点是否均匀。当铲刮完毕后把嵌条固定在鞍座左右方,将鞍座移动至底座中间部位,并作水平调整一次。将鞍座来回移动,测试嵌条与底座研磨面接触是否良好,同时将千分表吸附在延伸臂上测量鞍座行走是否平行。
在固定嵌条时应注意左右区分,并做好记号加以区别。鞍座底部耐磨片上不能沾有铁屑,以防止破坏研磨面。当精度调试完成后,耐磨片与嵌条加润滑剂润滑。
3.立柱与主轴头的结合
清洁立柱轨道研磨面和与主轴头相接触面,并确认是否有敲伤、裂痕。清出工作台螺纹孔内铁屑,并将立柱与主轴头固定。将主轴、增压缸固定在主轴头上,再将夹具装夹在主轴上。
将延伸臂固定在立柱上,并将千分表吸附在延伸臂上测量夹具X(上下)与Y(左右)方向的精度,再用刮刀把主轴头耐磨片高点铲除。注意每次铲刮完后必须擦拭干净,防止铁屑吸附在铲刮面上。
调试完毕后将嵌条座、左右嵌条和平嵌条一起固定,将鞍座来回移动,测试嵌条是否与底座研磨面接触良好,如图2-5所示。
4.立柱与底座的结合
清洁立柱与底座结合面以保证测量精度。将配重块固定在立柱上后,完成立柱与底座的结合。通过前后移动工作台,并调整X、Y水平气泡至水平仪中央来完成运动公称直角度测量,同时测量工作台平面度和T形槽的直线度。
将千分表固定在主轴头上,直角尺直立放置于工作台上,用行车将配重块作上下移动,测量立柱前、后、左、右倾斜度,再用刮刀把底座高点铲除,直至达到设计要求,如图2-6所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






