1.激光表面处理的基本原理
激光表面处理的基本原理是激光基于受激辐射光放大原理产生的相干辐射。激光作为一种光,除了具有光的特性,如反射性、折射性和吸收性等,还具有高度的方向性、单色性、高亮性和相干性。
激光表面处理技术是利用具有方向高度集中、能量高度集中的激光束作为热源,对材料进行表面改性或合金化的技术。
在材料表面施加能量密度极高的激光束,使之发生物理、化学变化,显著地提高材料的硬度、耐磨性、耐蚀性和高温性能等,从而大大提高产品的质量,成倍地延长产品的使用寿命,降低成本,提高经济效益。
激光表面处理技术的工艺大体上分为两类:一类是不改变基材表面成分的,包括激光相变硬化(激光淬火)、激光熔凝、激光冲击硬化等;另一类改变基材表面成分,包括激光熔覆、激光合金化及激光增强镀覆等,如图12-17所示。
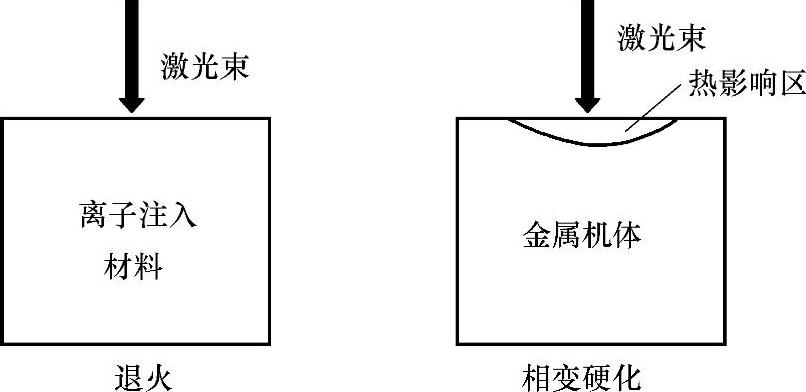
图12-17 表面激光技术简图
2.激光表面处理的特点
激光表面处理的突出特点是快速加热和随后的急速冷却,加热和冷却速度可达106~108℃/s,作用时间短,处理效率高。激光表面处理的深度取决于表面向内部热扩散的距离,其值很小,一般为0.01~5mm,且容易控制。激光光斑的功率密度大,可准确地引导至工件表面的不同部位,或在一定区域扫描。对工件表面作局部处理,功率密度可准确控制,输入工件的能量小,工件变形小,处理后表面可不再进行机械加工或只需少量机械加工。此外,激光没有化学污染,易于传播、切换和自动控制。因此,激光表面处理被认为是一种广阔应用的新技术。激光表面处理的缺点是反射率高、转换率低、设备昂贵和不能大面积处理。
3.激光表面合金化
激光表面合金化是利用各种工艺方法先在工件表面上形成所要求的含有合金元素的镀层、涂层、沉积层或薄膜,然后再用激光、电子束、电弧或其他加热方法使其快速熔化,形成一个符合要求的、经过改性的新的表面层。
激光合金化的功率密度一般为104~106W/cm2,采用近于聚焦的光束。基体材料为碳素钢、铸铁及铝合金、钛合金、镍基合金等。激光表面合金化与普通电弧表面硬化和等离子喷涂相比,激光表面合金化的主要优点是:能准确地控制功率密度和控制加热深度,从而减小变形;激光能使难以接近的部位和局部合金化;在快速处理中能有效地利用能量,利用激光的深聚焦,在不规则的零件上可得到均匀的合金化深度。因而,在许多应用场合,用激光表面合金化可以代替常规的热喷涂技术,获得表面性能优异的材料。
激光合金化的工艺有三种:预置法、硬质粒子喷涂法和气相合金化法,下面仅介绍预置法。
预置法是采用电镀、气相沉积、离子注入、刷涂、渗层重熔、火焰及等离子弧喷涂、黏结剂涂覆等方法将所要求的合金粉末事先涂覆在需要合金化的材料表面,然后激光加热熔化,在表面形成新的合金层。这种方法在一些铁基表面进行合金化时普遍采用。激光表面合金化时,材料表面吸收的功率密度为105W/cm2,达到沸点时间仅需几毫秒。当功率密度大于106W/cm2时,基材会急剧蒸发。在激光合金化时,正是由于蒸发,蒸气压力和蒸气反作用力等能克服熔化金属表面张力以及液体金属静压力而形成“小孔”。形成的“小孔”类似于黑洞,有助于对光束能量的吸收。光束移动后,流动的熔融材料把孔填补。(https://www.daowen.com)
激光合金化可有效地提高表面层的硬度和耐磨性,如对于钛合金,利用激光碳硼共渗和碳硅共渗的方法,实现了钛合金表面的硅合金化,硬度由299~376HV提高到1430~2290HV,与硬质合金圆盘对磨时,合金化后耐磨性可提高两个数量级。美国AVCO公司采用激光合金化工艺处理了汽车排气阀,使其耐磨性和抗冲击力得到提高。在45钢上进行的TiC-Al2O3-B4C-Al复合激光合金化,其耐磨性与CrWMn钢相比,是后者的10倍,用此工艺处理的磨床拖板比原用的CrWMn钢制拖板寿命提高了3~4倍。
4.激光熔覆
激光熔覆是利用激光加热基材表面以形成一个较浅的熔池,同时送入预定成分的合金粉末一起熔化后迅速凝固,或者是将预先涂覆在基材表面的涂层与基材一起熔化后迅速凝固,得到一层新的熔覆层,此为激光熔覆。
激光熔覆的基体材料为碳素钢、铸铁、不锈钢和铝等,涂层材料是Co基合金、Ni基合金、Fe基合金、碳化物以及Al2O3、ZrO2等陶瓷材料。激光熔覆与喷涂、堆焊过程类似,但是稀释度小、组织致密、涂层与基体结合良好、适合熔覆材料多、粒度及含量变化大等特点,如图12-18所示。
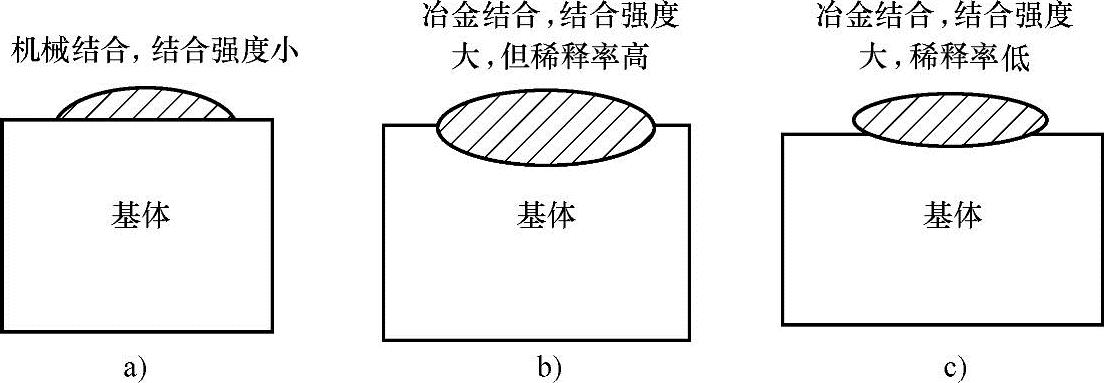
图12-18 激光熔覆与喷涂、堆焊方法比较
a)喷涂 b)堆焊 c)激光熔覆
激光熔覆工艺可分为两种:一种是预熔覆-激光熔覆法,该法与激光合金化的预置法类似,即先通过粘接、喷涂、电镀、预置丝材或板材等方法把熔覆合金预置在待熔覆材料表面上,而后用激光束将其熔覆;另一种是气相送粉法,即在激光束照射基体材料表面产生熔池的同时,用惰性气体将涂层粉末直接喷到激光熔池内实现熔覆。
激光熔覆自20世纪80年代以来得到了迅速发展,在现代工业中已显现出明显的经济效益,广泛应用于机械制造与维修、钢铁、汽车制造、纺织机械、航空航天等领域。激光熔覆主要应用于以下两个方面:
1)表面改性。主要在燃气轮机叶片、轧辊、各种轴类、发电机转子、齿轮、模具等零件表面熔覆耐磨层或耐蚀层。对大型轧辊、发动机转子等关键部件表面通过激光熔覆超耐磨耐蚀合金,可以在零部件表面不变性的情况下大大提高零部件使用寿命。对模具表面进行激光熔覆处理,不仅提高了模具的硬度,还可以降低2/3的制造成本,缩短4/5的制造周期。如对60钢进行碳化钨粉激光熔覆后,硬度最高达2200HV,耐磨性能为基体60钢的20倍左右。
2)产品的表面修复。采用激光熔覆修复后的零件强度可达到原强度的90%以上,其修复费用不到重置价格的1/5,更重要的是缩短了维修时间,解决了大型企业重大成套设备连续可靠运行所必须解决的快速抢修难题,如激光熔覆修复长度为5000mm、直径为ϕ500mm的大型不锈钢轧辊轴颈,修复后轧辊长轴直线度公差只有0.03mm,激光熔覆修复几乎不引起工件变形。图12-19所示为激光熔覆修复无缝钢管的穿孔顶头。
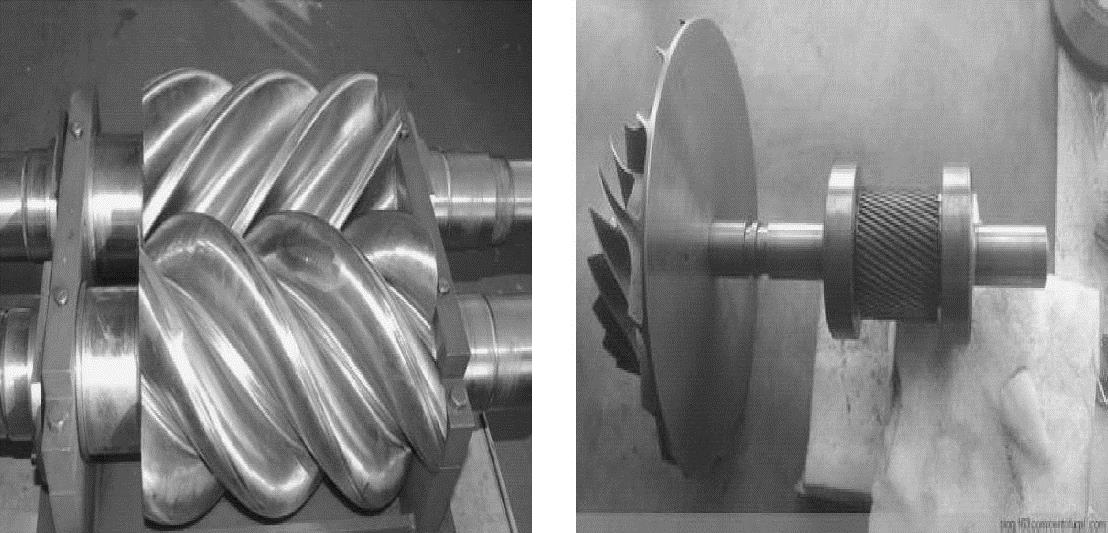
图12-19 激光熔覆修复无缝钢管的穿孔顶头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




