材料制备与成形一体化技术是针对装备零部件再制造,实现零件修复部位成形和修复材料制备两个过程同时完成的各种再制造工程的先进技术。应用于装备再制造的材料制备与成形一体化技术主要包含热喷涂技术、高能束快速成形技术、堆焊技术和电化学沉积技术等多种具体的再制造技术。本节重点介绍高速电弧喷涂和激光再制造技术等。
1.高速电弧喷涂技术
(1)喷涂原理 电弧喷涂是以电弧为热源,将熔化的金属丝用高速气流雾化,并以高速喷射到工件表面形成涂层的一种工艺。喷涂时,两根丝状喷涂材料经送丝机构均匀、连续地送进喷枪的两个导电嘴内,导电嘴分别接喷涂电源的正、负极,并保证两根丝材端部接触前的绝缘性。当两根丝材端部接触时,由于短路产生电弧。高压空气将电弧熔化的金属雾化成微熔滴,并将微熔滴加速喷射到工件表面,经冷却、沉积过程形成涂层。图11-6所示为电弧喷涂原理。
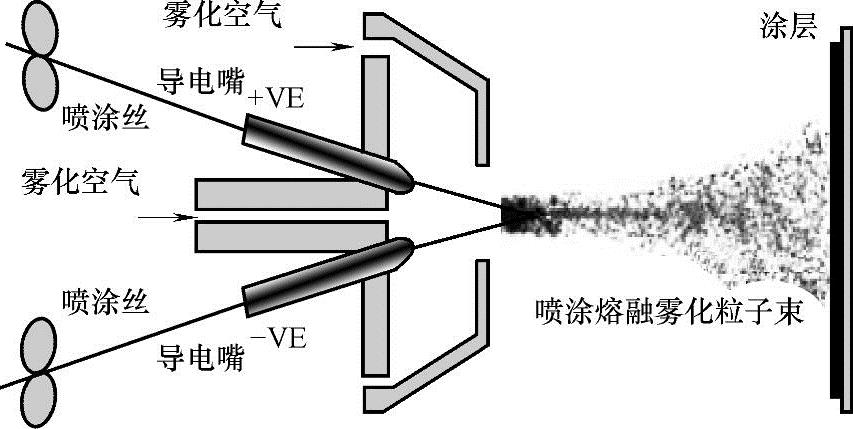
图11-6 电弧喷涂原理
(2)电弧喷涂的技术特点 新型高速电弧喷涂与普通电弧喷涂相比,具有以下显著的优点:
1)熔滴速度显著提高,雾化效果明显改善。在距喷涂枪喷嘴轴向80mm范围内的气流速度达600m/s,而普通电弧喷涂枪仅为200~375m/s;最高熔滴速度达到350m/s;最高熔滴速度达到350m/s,且熔滴平均直径为普通喷枪雾化粒子的1/8~1/3。
2)涂层的结合强度显著提高。高速电弧喷涂防腐用Al涂层和耐磨用30Cr13涂层的结合强度分别达到35MPa和43MPa,是普通电弧喷涂层的2.2倍和1.5倍。
3)涂层的孔隙率低。高速电弧喷涂30Cr13涂层孔隙率小于2%,而相应的普通电弧喷涂层孔隙率大于5%。
(3)高速电弧喷涂工艺 高速电弧喷涂工艺包括工件表面的预处理、喷涂、喷后处理等几个步骤。工件表面预处理包括以下内容:
1)表面清洗。表面预处理的第一道工序是对待喷涂表面及相邻近的区域进行除油、去污、除锈等清洗工作。可以采用丙酮、酒精等清洗油污,对轴类零件等要进行火焰烘烤除油,以免材料内部的残油渗出,影响涂层与基体的结合。
2)表面预加工。对工件进行表面清理,除去待修工件表面的各种损伤(如疲劳层和腐蚀层等),原喷涂层、淬火层、渗碳层、渗氮层等,以及修正不均匀的磨损表面,使喷涂层的厚度均匀。同时,对工件表面进行粗糙化处理,以提高喷涂层与工件的结合强度。对结合强度要求高的轴类零件等需要车出螺纹,以增加接触面积,提高涂层结合强度。
3)表面粗糙化。表面粗糙化最常用的方法是进行喷砂处理。喷砂处理能除去工件表面的氧化膜,显露出“新鲜”金属,并使表面粗糙化,即“净化、活化和粗化”作用,同时还能使表面产生一定的残余压应力,对提高喷涂后的疲劳强度有利。
图11-7所示为预处理后的工件进行高速电弧喷涂。
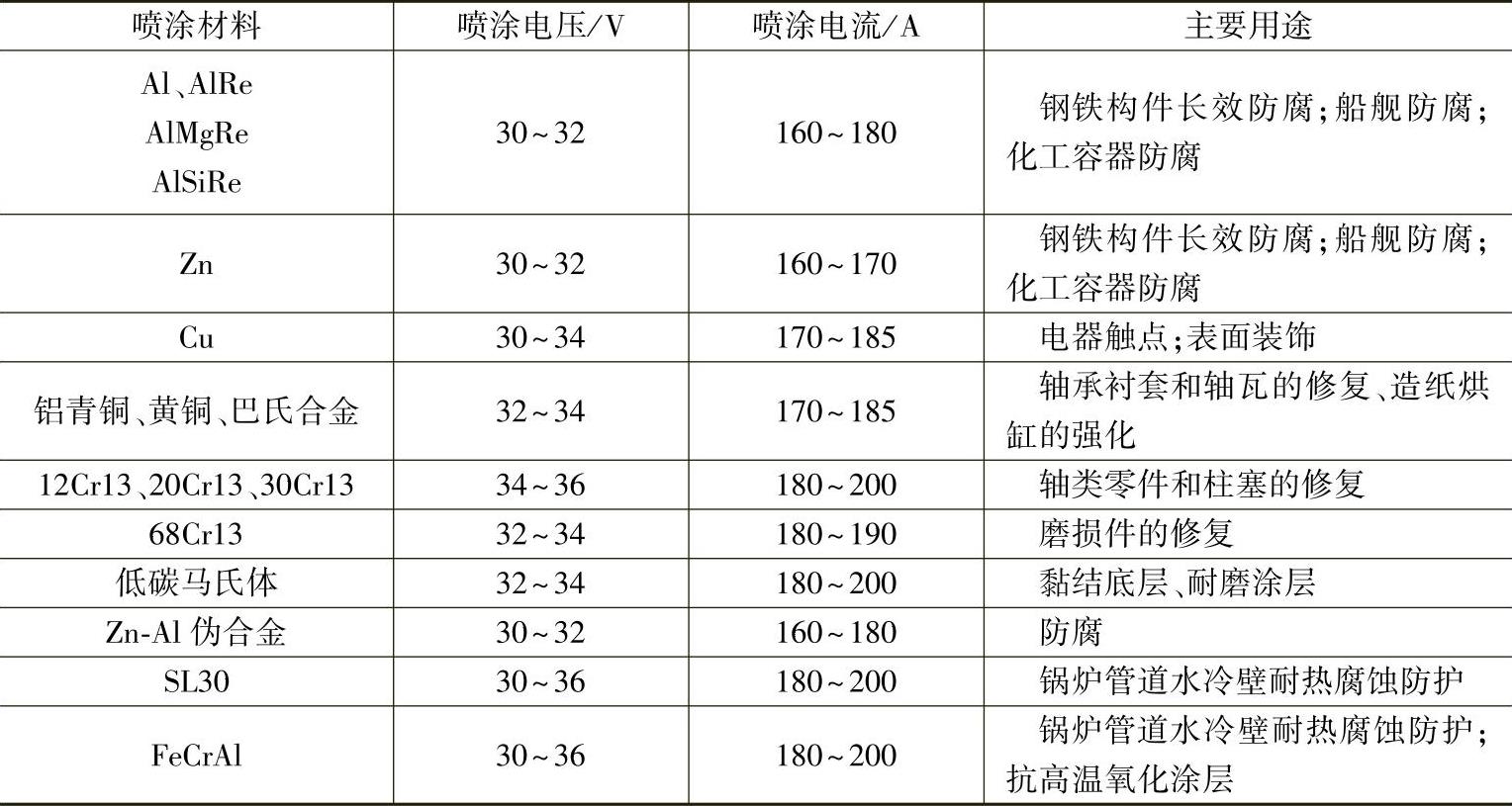
高速电弧喷涂工艺实践表明,喷涂电流一般不超过200A。喷涂电流一定时,电弧电压越高,输入的电功率增加,金属丝材熔化加快,熔融粒子温度升高,粒子氧化严重,继续增加电压,由于送丝速度不变,容易造成电弧熄灭,不能进行正常喷涂,所以喷涂电压一般不高于36V。常用材料的高速电弧喷涂工艺规范及主要用途见表11-3。
 (https://www.daowen.com)
(https://www.daowen.com)
图11-7 高速电弧喷涂
表11-3 常用材料的高速电弧喷涂工艺规范及主要用途
2.激光熔覆再制造技术
激光熔覆,又称为激光涂覆,是指在被涂覆基体表面上,以不同的添料方式放置选择的涂层材料,经激光辐照使之和基体表面薄层同时熔化,快速凝固后形成稀释度极低、与基体金属呈冶金结合的涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化等性能的工艺方法。它是一种经济效益较高的表面改性技术和废旧零部件维修与再制造技术,可以在低性能廉价钢材上制备出高性能的合金表面,以降低材料成本,节约贵重稀有金属材料。
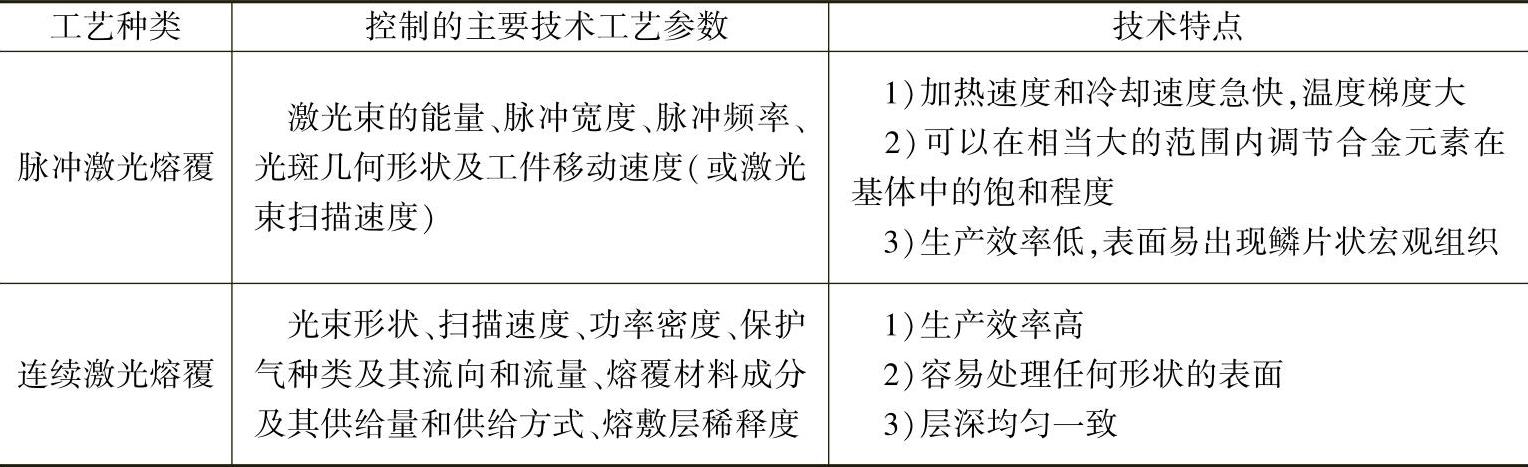
(1)激光熔覆技术工艺及特点 按照激光束工作方式不同,激光熔覆技术可以分为脉冲激光熔覆和连续激光熔覆。脉冲激光熔覆一般采用YAG脉冲激光器,连续激光熔覆多采用CO2激光器。表11-4列出了两种激光熔覆技术的特点。
表11-4 脉冲激光熔覆和连续激光熔覆的特点
针对工业中广泛应用的CO2激光器熔覆处理工艺,需要优化和控制的激光熔覆工艺参数主要包括激光输出功率、光斑尺寸及扫描速度等。
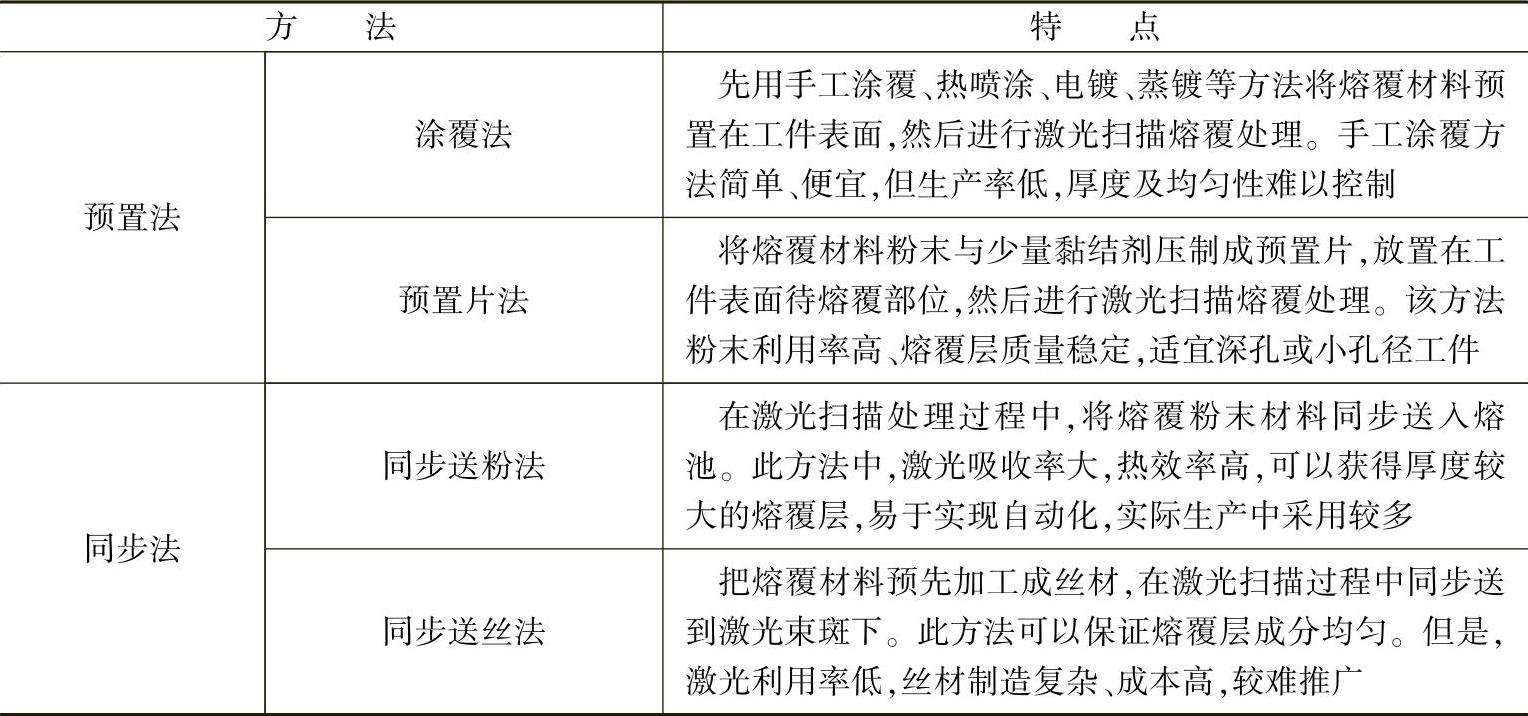
熔覆材料供给方式主要分为预置法和同步法等。表11-5列出了激光熔覆常用的几种供给材料方式,并比较了其特点。
表11-5 激光熔覆材料供给方式及其特点比较
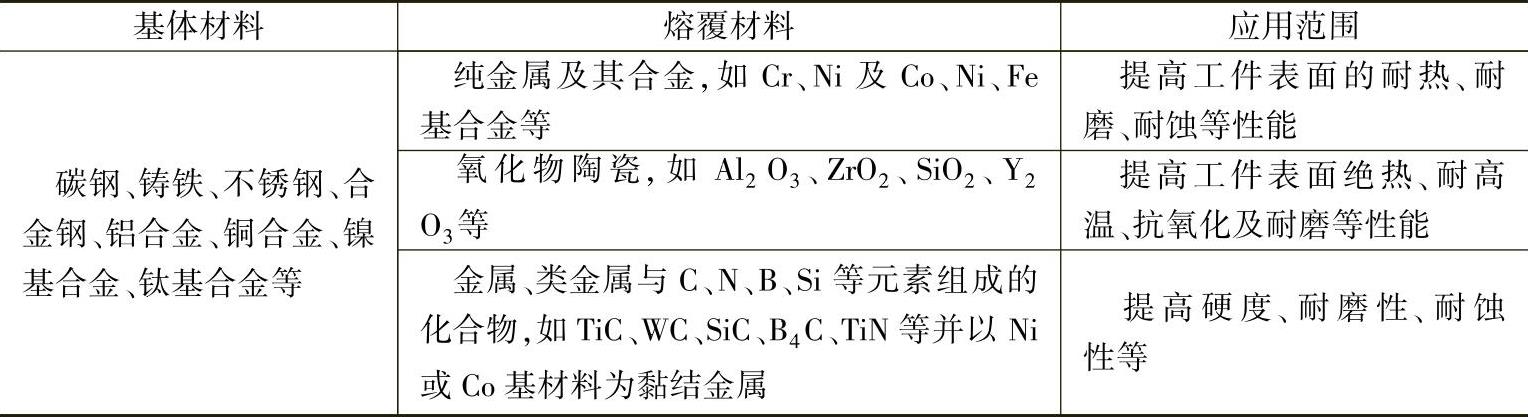
(2)激光熔覆材料 熔覆材料主要指形成熔覆层所用的原材料。熔覆材料的状态一般有粉末状、丝状、片状及膏状等。其中,粉末状材料应用最为广泛。目前,激光熔覆粉末材料一般是借用热喷涂用粉末材料和自行设计开发粉末材料,主要包括自熔合金粉末、金属与陶瓷复合粉末及各应用单位自行设计开发的合金粉末等。所用的合金粉末主要包括镍基、钴基、铁基及铜基等。表11-6列出了激光熔覆常用的部分基体与熔覆材料。
表11-6 激光熔覆常用的部分基体与熔覆材料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






