1.CO2气体保护堆焊的原理
CO2气体保护堆焊是以CO2气体作为保护气体,依靠焊丝与焊件之间产生的电弧熔化金属形成堆焊层,图9-21所示CO2气体保护堆焊原理图。
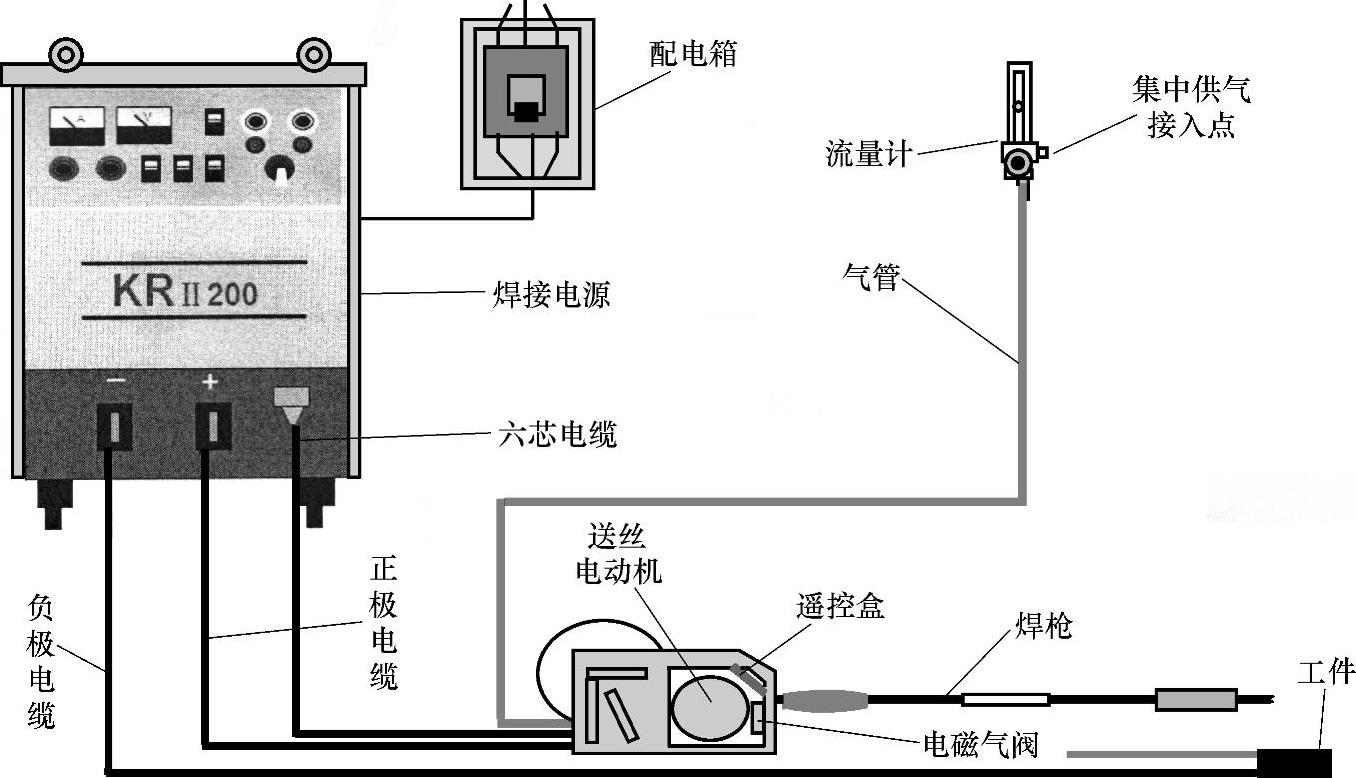
图9-21 CO2气体保护堆焊原理图
在堆焊过程中CO2气体从喷嘴中吹向电弧区,把电弧、熔池与空气隔开形成一个气体保护层,防止空气对熔化金属的有害作用,从而获得高质量的堆焊层。
2.CO2气体保护堆焊的特点
CO2气体保护堆焊的优点是堆焊层质量好、耐腐蚀、抗裂性能强、堆焊层变形小、堆焊层硬度均匀、生产效率高、成本低;其缺点是不便于调整堆焊层成分、稀释率高、飞溅大。
3.CO2气体保护堆焊的焊接参数
CO2气体保护堆焊的焊接参数有电源极性、焊丝及焊丝直径、焊接电流、电弧电压、堆焊螺距、电感、CO2气体流量以及焊丝伸出长度等。
(1)电源极性 CO2气体保护堆焊一般采用直流反接,电弧稳定,飞溅小,熔深大。堆焊比较特殊,可采用直流正接,电弧热量比较高,焊丝熔化速度快,生产效率高,熔深浅,焊道高度大。
(2)焊丝与电流 CO2气体保护堆焊常用焊丝有H10MnSi、H08Mn2Si、H04MnSiA等。目前堆焊使用的焊丝直径有ϕ1.6mm、ϕ1.2mm、ϕ2.0mm等。生产实践表明,使用ϕ1.6mm焊丝时,堆焊电流为140~180A,适宜的电压为20V;使用ϕ2.0mm焊丝时,堆焊电流为190~210A,适宜的电压为21V。
(3)堆焊速度 堆焊速度影响焊道宽度及堆焊层的形成,对焊道高度影响不大。速度越快焊道越窄,相邻焊道之间的实际厚度越小。因此,选择堆焊速度时,要消除焊道间的明显沟纹。
(4)堆焊螺距 堆焊螺距增大,相邻焊道间距离增加,相互搭接部分尺寸减小,焊道间沟纹明显,焊后机械加工量大。堆焊螺距太小,会使母材熔深变小,焊层与母材结合不牢,甚至出现虚焊现象。
(5)电感 电感影响堆焊过程的稳定性和飞溅。电感过大,短路电流增长速度慢,短路次数少,出现大颗粒的飞溅和熄弧,并使引弧困难,易产生焊丝成段炸断。反之,电感太小,短路电流增长速度太快,会造成很细的颗粒飞溅,焊缝边缘不齐,成形不良。
4.CO2气体保护堆焊实例——C50型铁路货车下心盘CO2气体保护堆焊
铁道车辆的上、下心盘是台车和车架的配合部位,整个车辆载荷就是通过上、下心盘传递给台车的。由于上、下心盘间存在很大的压力并在行车过程中不断相互摩擦,因而其接触部分很容易被磨损。图9-22所示为C50型铁路货车下心盘,其材质为ZG230-450,当其直径磨耗过限时,必须进行堆焊修复。
(1)堆焊技术要求 采用CO2气体保护堆焊修复下心盘的技术要求是:恢复原形尺寸并留出2mm加工余量,堆焊层不允许有裂纹、气孔及其他缺陷,焊后不致产生过大的翘曲变形,以免增加矫正工时;堆焊层应具有一定的耐磨性能,但其硬度不影响焊后切削加工,堆焊层厚度应尽可能均匀一致,以减少焊后的切削加工量。(www.daowen.com)
(2)堆焊材料 焊丝采用直径1.6~2.5mm的H08Mn2Si,保护气体采用纯度不低于99.5%的CO2,使用前进经放水处理。
(3)堆焊参数 选择堆焊参数时,除应考虑采用直流反接、电压和电流合理匹配、输出电抗和气体流量以及焊丝伸出长度大小适当外,还应根据零件的修复尺寸,即所需堆焊层厚度决定堆焊层数,再根据每一层的堆高确定合适的堆焊速度。此外,堆焊螺距也是一个十分重要的规范参数,一般取焊道熔宽的一半。下心盘的堆焊参数见表9-10。
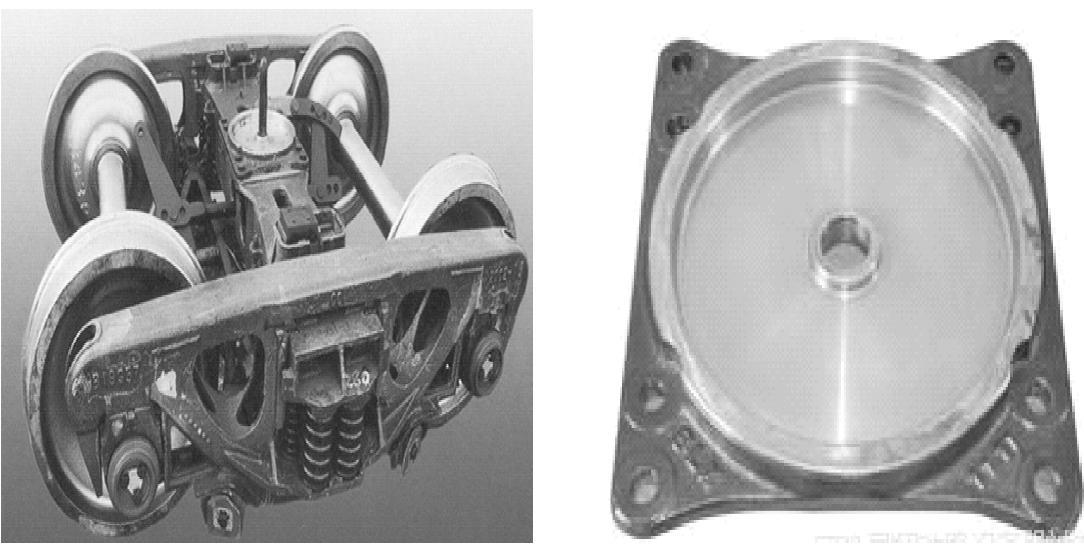
图9-22 C50型铁路货车下心盘
表9-10 C50型铁路货车下心盘CO2气体保护堆焊参数

(4)操作技术 堆焊顺序在工艺上虽无严格要求,但通常都是先焊圆平面,再焊外缘内侧面,最后焊中心销孔外圆面。一般由工件内向工件外堆焊。
在堆焊过程中,若焊枪至工件的距离发生变化,导致气体保护不良、堆焊过程不稳定、金属飞溅加剧,应及时通过焊枪位手柄对焊枪位置进行微调。
CO2气体保护堆焊的生产率比焊条电弧堆焊高3.1倍,焊后翘曲变形小,只有2~3mm。H08Mn2Si焊丝的焊层耐磨性比较好,因此提高了下心盘的使用寿命。
甘蔗压榨机的榨辊轴的轴颈部位承受负荷大、工作环境恶劣,跟随蔗汁一起溅入轴瓦和轴颈之间的泥沙等杂物,大大加剧了轴颈的磨损,使轴颈直径受损变小,并出现深浅不一的环形伤痕,造成整个榨辊轴不能使用,只能更换新辊。图9-23所示为甘蔗压榨机CO2气体保护堆焊。
许多旧辊除轴颈严重磨损外,整体质量尚好,具备修复价值。榨辊轴的材质多为40Cr钢,通过对其焊接性进行分析,采用CO2气体保护自动堆焊进行修复,焊丝选用H08Mn2SiA,直径0.8mm,焊接电流100A,共堆焊两层,焊后保温2h空冷。修复后榨辊轴运行正常,满足压榨工艺要求,节约了大量资金。图9-24所示为CO2气体保护自动堆焊进行修复的榨辊轴。
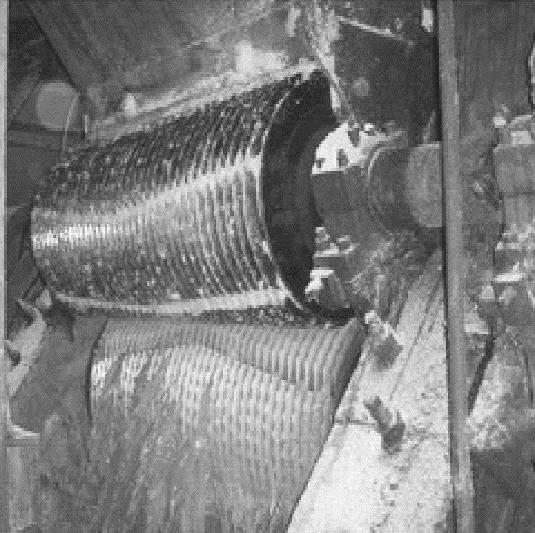
图9-23 甘蔗压榨机CO2气体保护堆焊

图9-24 CO2气体保护自动堆焊进行修复的榨辊轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





