氧乙炔火焰堆焊是用氧气和乙炔混合燃烧产生的火焰作热源的堆焊方法。
1.氧乙炔火焰堆焊的特点
1)氧乙炔火焰是一种多用途的堆焊热源,火焰温度较低(3050~3100℃),而且可调整火焰能率,能获得非常小的稀释率(1%~10%)。
2)堆焊时熔深浅、母材熔化量少。
3)获得的堆焊层薄,表面平滑美观、质量良好。
4)氧乙炔火焰堆焊所用的设备简单,可随时移动,操作工艺简便、灵活、成本低,所以得到较为广泛的应用,尤其是堆焊需要较少热容量的中、小零件时,具有明显的优越性。
2.氧乙炔火焰堆焊的设备和材料
氧乙炔火焰堆焊所用的装置主要有焊炬、氧气瓶、乙炔气瓶或乙炔发生器、减压器、回火防止器、胶管等,与普通氧乙炔火焰焊接基本相同,如图9-11所示。
氧乙炔火焰堆焊一般采用实心焊丝,几乎所有的堆焊材料都可使用,如硬质合金焊丝、铜及铜合金焊丝及合金粉末(也称氧乙炔火焰粉末喷焊)。
堆焊焊剂是氧乙炔火焰堆焊时的助熔剂,目的在于去除堆焊中的氧化物,改善润湿性能,促使工件表面获得致密的堆焊组织。
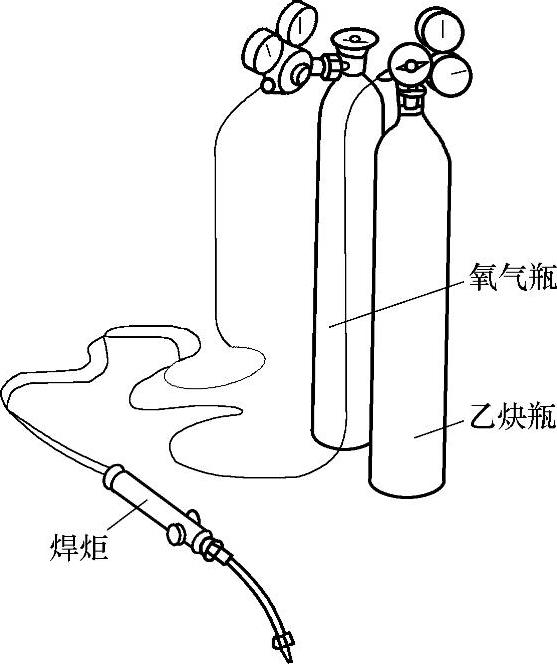
图9-11 氧乙炔火焰堆焊的装置
3.氧乙炔火焰堆焊工艺
(1)焊前准备为保证堆焊层质量,堆焊前应将焊丝及工件表面的氧化物、铁锈、油污等脏物清除干净,以免堆焊层产生夹杂渣、气孔等缺陷。
为防止堆焊合金或基体金属产生裂纹和减小变形,工件焊前还需要预热,具体的预热温度根据被焊基体材料和工件大小而定。
(2)氧乙炔火焰堆焊焊接参数 合理选择氧乙炔堆焊焊接参数是保证堆焊质量的重要条件。氧乙炔火焰堆焊焊接参数主要包括:火焰的性质、焊丝直径、火焰能率、焊接速度、焊嘴与工件间的倾斜角度。
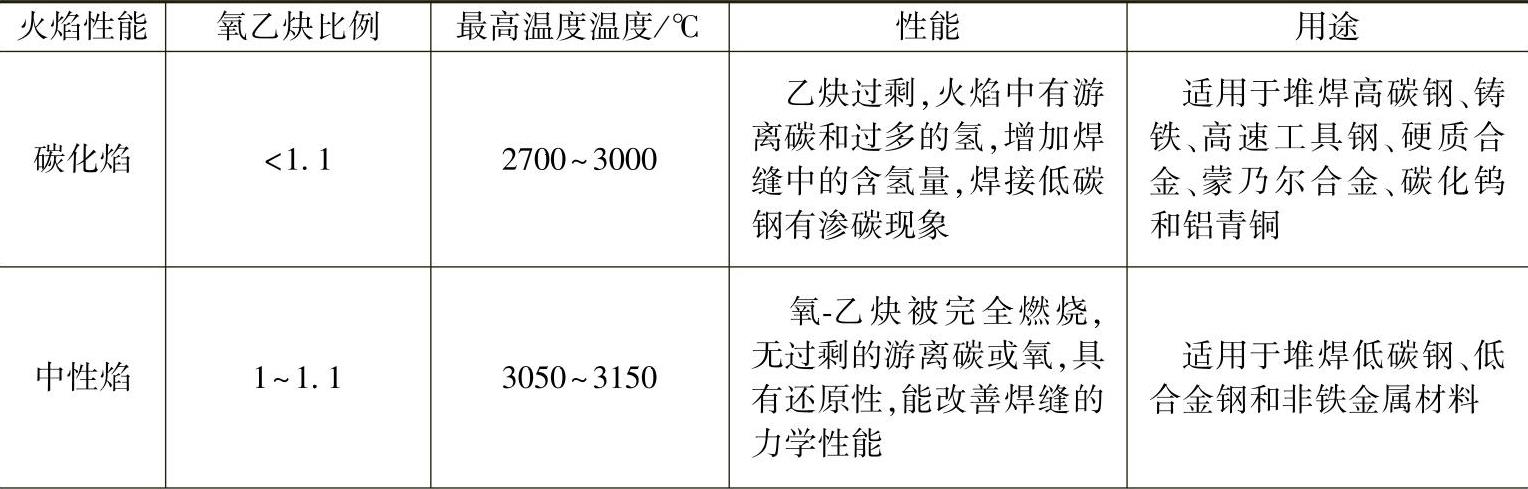
1)火焰的性质。根据氧和乙炔混合比例的不同,氧乙炔火焰可分为中性焰、碳化焰和氧化焰三种。各种火焰的性能和用途见表9-8。
表9-8 各种火焰的性能和用途
续)
 (www.daowen.com)
(www.daowen.com)
2)焊丝直径。焊丝直径主要依据焊件的厚度以及堆焊面积选择,过细过粗都不好。焊丝过细时,熔化较快,熔滴滴到焊缝上容易造成熔合不良和表面焊层高低不平,降低焊缝质量。焊丝过粗时,加热时间长,增加受热面积,容易造成过热组织,且会出现未焊透现象。
3)火焰能率。火焰能率是以每小时混合气体的消耗量来表示的,单位为L/h,与工件厚度、熔点有关。火焰能率由焊嘴来决定,焊嘴的孔径越大,火焰能率越大;焊嘴的孔径越小,火焰能率越小。
4)堆焊速度。堆焊速度太快,容易产生未熔合等缺陷;速度过慢,则容易过烧穿。
5)焊嘴的倾斜角度。焊嘴的倾斜角度根据焊件的厚度、焊嘴大小和金属材料的熔点或导热性、空间位置等因素来决定,如图9-12所示。堆焊厚度较大、熔点较高、导热性较好的焊件时,倾斜角度应大一些。在堆焊时,喷嘴的倾斜角并非是不变的,而是应根据情况随时调整。
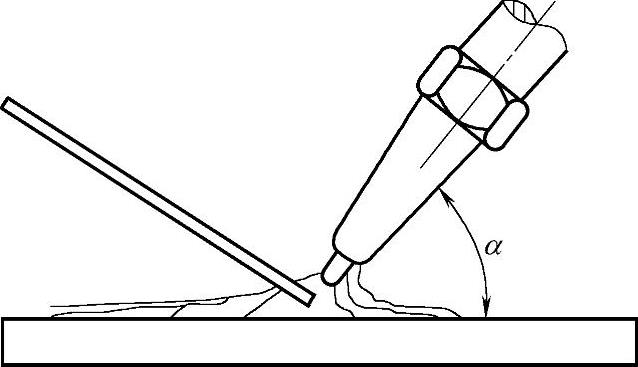
图9-12 焊嘴的倾斜角度
4.氧乙炔火焰堆焊应用实例
图9-13所示为氧乙炔火焰堆焊滑动轴承合金。

图9-13 氧乙炔火焰堆焊滑动轴承合金
(1)焊前准备
1)清理工件,用汽油及丙酮洗去轴瓦表面的油污,并用砂布轻擦表面,使之露出金属光泽。
2)制作焊丝,将合金锭熔铸成三角形金属细条,厚度以5mm为宜。
3)采用三号焊炬和焊嘴,氧气压力为0.05~0.15MPa,乙炔压力为0.03~0.05MPa。由于轴承合金大多是锡基和铅基的低熔点合金,所以必须严格控制火焰能率的强弱。外焰不可过大,不可使用过剩的碳化焰,以免大面积地增加砂眼。
(2)堆焊工艺
1)水平位置堆焊,才能获得外观整齐的焊波和质量良好的堆焊层。
2)为避免原合金层过热与轴瓦体脱离,宜将轴瓦背放在水中,露出合金层进行堆焊。
3)焊炬焰心以距底层合金面5~6mm为宜,焊炬角度与水平面为30°,焊丝与水平面角度在45°左右;采用左焊法为好,堆焊速度应稍快。
4)从焊件始端向里3mm处开始施焊,合金表面若发现起皱、发亮即可熔化焊丝。堆焊过程中,如发现熔池表面产生气泡,必须立即处理。
5)焊至终端时要调转焊炬方向往回施焊,以防金属溢流,若能采用金属靠模更好。要不断翻转轴瓦,使每道焊波都压住前一道焊波的1/2,以求整个焊波平整一致。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




