1.堆焊焊条
(1)堆焊焊条分类和牌号的表示方法。堆焊焊条大部分采用H08A冷拔焊芯,药皮加合金的形式,也有采用管状芯、铸芯或合金冷拔焊芯的。我国堆焊焊条的牌号由字母D+三位数字组成,其中“D”为“堆”字汉语拼音第一个字母,表示堆焊焊条;牌号中的第一位数字,表示该焊条的用途、组织或熔敷金属主要成分;牌号中的第二个数字,表示同一用途、组织或熔敷金属主要成分中的不同编号,按0、1、2、3、4、……、9的顺序编号;牌号中的第三位数字,表示药皮类型和焊接电流的种类,例如2为钛钙型,6为低氢型,7为低氢型、直流反接,8为石墨型。如D256表示:
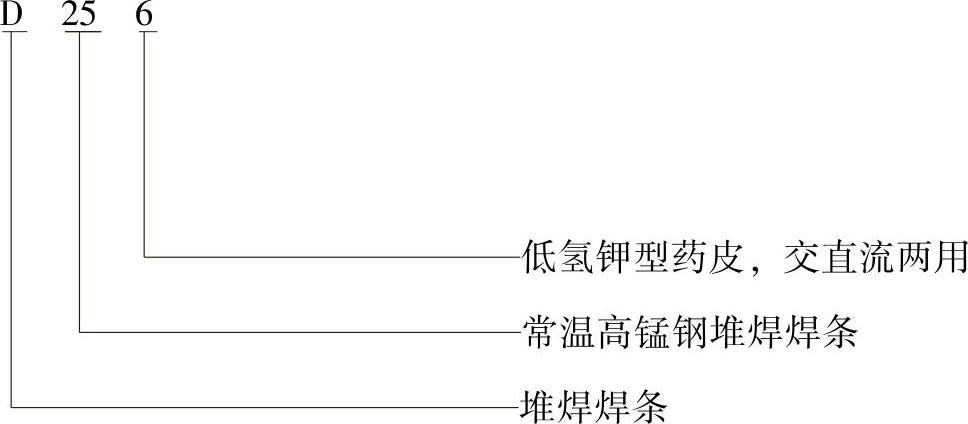
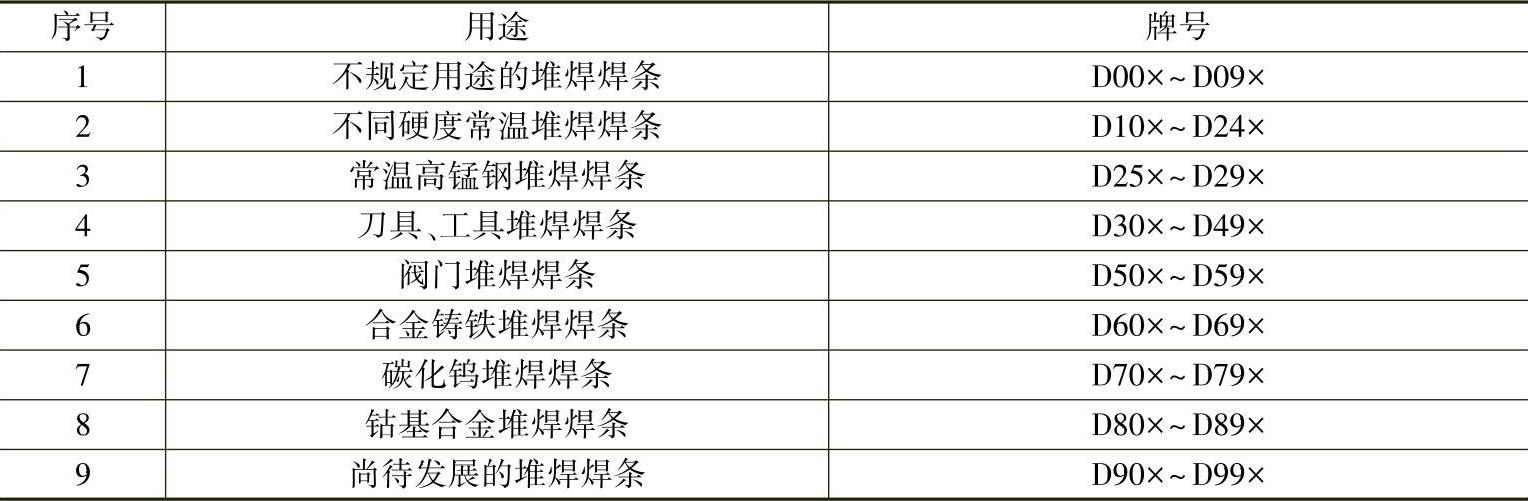
根据用途和成分,我国堆焊焊条共分为9种,见表9-5。
表9-5 我国堆焊焊条的牌号
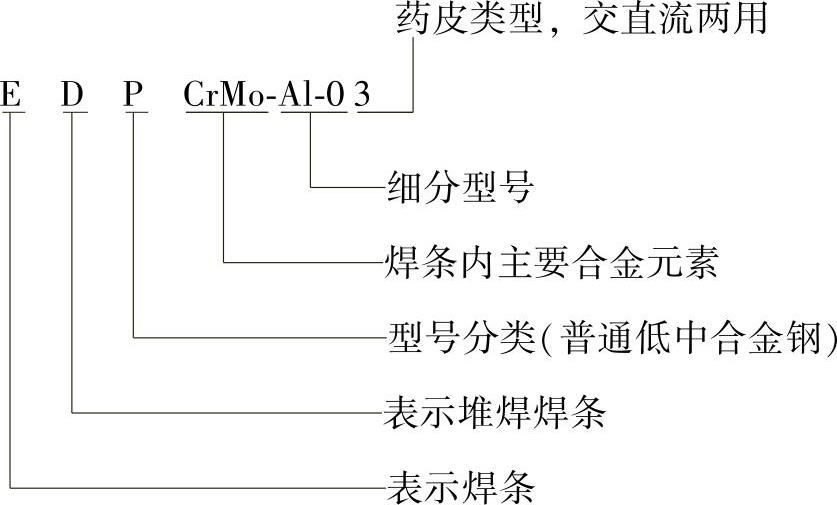
(2)堆焊焊条型号的编制方法。根据GB/T 984—2001《堆焊焊条》标准规定,堆焊焊条型号按熔敷金属化学成分及药皮类型划分。其编制方法如下:
1)型号最前列为英文字母“E”,表示焊条。
2)型号第二个字母“D”表示用于堆焊焊条。
3)字母“D”后面用一个或两个字母、元素符号表示焊条熔敷金属化学成分分类代号,还可附加一些主要成分的元素符号;在基本型号内可用数字、字母进行细分类,细分类代号也可用短划“-”与前面分开。
4)型号中最后两位数字表示药皮类型和焊接电流种类,用短划“-”与前面分开。堆焊焊条型号举例:EDPCrMo-Al-03
2.堆焊焊丝
根据焊丝的结构形状,堆焊焊丝可分为实心焊丝和药芯焊丝,药芯焊丝又可分为有缝焊丝和无缝焊丝两种。图9-7所示为堆焊焊丝。
根据堆焊工艺方法分为气体保护焊焊丝、埋弧焊焊丝、火焰堆焊焊丝、等离子弧堆焊焊丝。
根据化学成分分为铁基堆焊用焊丝(马氏体堆焊焊丝、奥氏体堆焊焊丝、高铬合金铸铁堆焊焊丝、碳化钨类堆焊焊丝)和非铁基堆焊焊丝(钴基合金堆焊焊丝、镍基合金堆焊焊丝)。(www.daowen.com)

碳素钢、低合金钢、不锈钢实心焊丝牌号与一般焊接用焊丝基本相同。如H08Mn2SiA,非铁金属及铸铁焊丝牌号由“HS+三位数字”组成,如HS221。
药芯焊丝牌号由“Y+字母+数字”表示,字母“Y”表示药芯焊丝。第二个字母及其后面的第一、第二、第三位数字与焊条编制方法相同,牌号中“-”后面的数字表示焊接时的保护方法。药芯焊丝有特殊性能和用途时,在牌号后面加注其主要作用的元素或主要用途的字母(一般不超过两个)。例如:
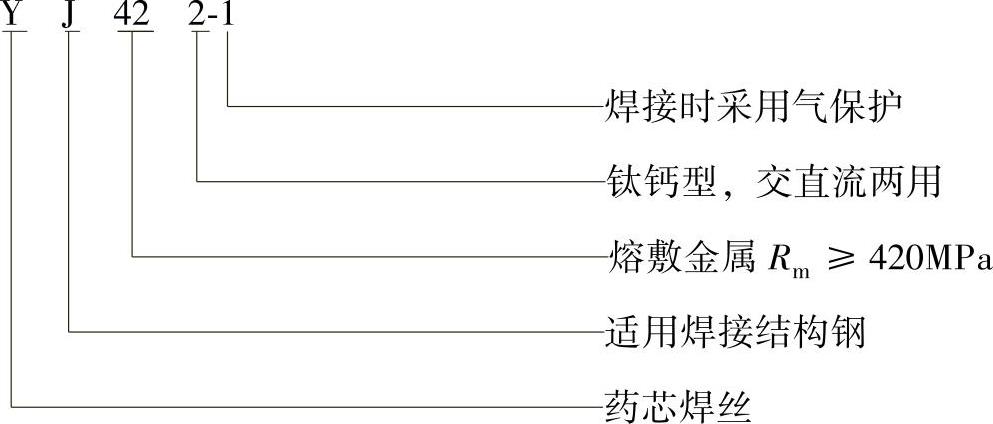
图9-7 堆焊焊丝
3.焊剂
焊剂在堆焊过程中起到隔离空气、保护堆焊层合金不受空气侵害和参与堆焊层合金冶金反应的作用。按制造方法可以分为熔炼焊剂和烧结焊剂两大类。
(1)熔炼焊剂 熔炼焊剂多用于埋弧堆焊低碳钢和低合金钢,对熔化金属只起到保护作用,不能进行合金过渡。牌号前“HJ”表示埋弧焊及电渣焊用熔炼焊剂。牌号第一位数字表示焊剂中氧化锰的含量,牌号第二位数字表示焊剂中二氧化硅、氟化钙的含量,牌号第三位数字表示同一类型焊剂的不同牌号,按0、1、2、…、9顺序排列。对同一牌号生产两种颗粒度时,在细颗粒焊剂牌号后面加“X”字。
(2)烧结焊剂 把各种粉料按配方混合后加入黏结剂,制成一定尺寸的小颗粒,经烘熔或烧结后得到的焊剂,称为烧结焊剂。图9-8所增为烧结焊剂。制造烧结焊剂所采用的原材料与制造焊条所采用的原材料基本相同,对成分和颗粒大小有严格要求。按照给定配比配料,混合均匀后加入黏结剂(水玻璃)进行湿混合,然后送入造粒机造粒。造粒之后将颗粒状的焊剂送入干燥炉内固化、烘干、去除水分,加热温度一般为150~200℃,最后送入烧结炉内烧结。根据烘焙温度不同,烧结焊剂可分为黏结焊剂和烧结焊剂。
图9-8 烧结焊剂
1)黏结焊剂又称陶质焊剂或低温烧结焊剂,通常以水玻璃作为黏结剂,经400~500℃低温烘焙或烧结得到。
2)烧结焊剂要在较高的温度(600~1000℃)烧结。经高温烧结后,焊剂的颗粒强度明显提高,吸潮性大大降低。
烧结焊剂的碱度可以在较大范围内调节而仍能保持良好的工艺性能,可以根据需要过渡合金元素;而且,烧结焊剂适应性强,制造简便,故近年来发展很快。
牌号前“SJ”表示埋弧焊用烧结焊剂。牌号第一位数字表示焊剂熔渣的渣系,牌号第二位、第三位数字表示同一渣系类型焊剂中的不同牌号的焊剂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





