曲轴是发动机的重要零件,发动机发出的功率通过曲轴传递到工作部件,它的转速很高并承担繁重的交变载荷。在使用中经常产生的缺陷是轴颈产生疲劳裂纹和轴颈表面磨损等,这些缺陷对发动机的工作和寿命有很大的影响。图8-19所示为热喷涂后的曲轴。

图8-19 热喷涂后的曲轴
(1)焊前检查 曲轴在修复前应当检查轴颈和圆角的裂纹、轴颈的磨损等。喷涂修复曲轴只能恢复尺寸,不能恢复强度。有裂纹的曲轴只能用焊接的方法消除裂纹后,再用喷涂法修复。因此,曲轴在喷涂修复前必须采用探伤法仔细检查是否有裂纹。圆角处有裂纹的曲轴不能修复;轴颈上长度不大于30mm且未延伸到圆角处的裂纹用手砂轮将裂纹磨掉,再用焊条堆焊将坡口堆满,车削后再进行喷涂。
(2)表面预处理 表面预处理包括表面除油与表面粗化。
1)将喷涂部位及周围表面的油渍彻底清洗干净。
2)用特制的加长刀杆车刀,车去轴径表面疲劳层0.25mm。
3)用60°螺纹刀在轴颈表面车出螺纹。(www.daowen.com)
(3)电弧喷涂 电弧喷涂是先用镍-铝复合丝喷涂打底层,再用30Cr13喷涂尺寸层及工作层,丝材直径为3mm。发动机曲轴电弧喷涂工艺参数见表8-6。为获得致密的涂层,在喷涂时要连续喷涂,中间不应有较长时间的停顿,否则会影响结合强度。喷涂厚度一般以留出0.8~1mm的加工余量为宜。
表8-6 发动机曲轴电弧喷涂工艺参数

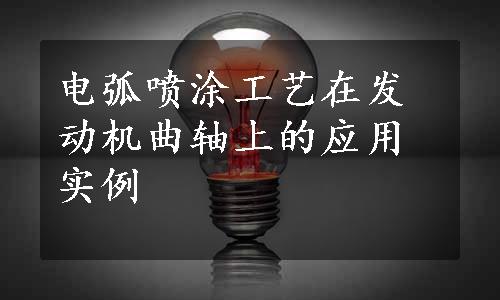
(4)喷涂层检验及机械加工 喷涂层检验及机械加工是喷涂后要检查喷涂层与轴颈基体是否结合紧密,如不够紧密,则除掉重喷;如检查合格,可对曲轴进行磨削加工。磨削进给量以0.05~0.10mm为宜。磨削后,用砂条对油道孔研磨,经清洗后将其浸入80~100℃的润滑油中煮8~10h,待润滑油充分渗入涂层后,即可装车使用。图8-20所示为曲轴(轴颈部位)修复前后的对比照片。
图8-20 曲轴(轴颈部位)修复前后的对比照片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






