随着热喷涂技术的快速发展,热喷涂材料也得到了快速发展,应用十分广泛,几乎涉及所有的固态工程材料领域。热喷涂材料可以从材料形状、成分和性质等不同角度进行分类。
1)根据热喷涂材料的形状,可以分为丝材、棒材、软线和粉末四类,其中丝材和粉末材料使用较多。
2)根据热喷涂材料的成分,可以分为金属、合金、陶瓷和塑料喷涂材料四大类。
3)按涂层结构,可以分为纳米涂层材料、合金涂层材料、非晶态涂层材料,以及由这些材料复合构成的复合涂层材料。
1.热喷涂用金属及合金线材
热喷涂用金属及合金线材包括非复合喷涂线材和复合喷涂线材。
(1)非复合喷涂线材 非复合喷涂线材是指只用一种金属或合金的材料制成的线材,这些线材是用普通的拉拔方法制造的,应用普遍的有以下几种:
1)碳钢及低合金钢丝。常用的是85优质碳素结构钢丝和T10A碳素工具钢丝。一般采用电弧喷涂,用于喷涂曲轴、柱塞、机床导轨等在常温下工作的机械零件滑动表面的耐磨涂层及修复磨损部位。
2)不锈钢丝。12Cr13、20Cr13、30Cr13等马氏体不锈钢丝主要用于强度和硬度较高、耐蚀性要求不太高的场合,其涂层不易开裂。10Cr17在氧化性酸类、多数有机酸、有机酸盐水溶液中有良好的耐蚀性。06Cr18Ni11Ti等奥氏体不锈钢丝有良好的工艺性能,在多数氧化性介质和某些还原性介质中都有较好的耐蚀性,用于喷涂水泵轴等。由于不锈钢涂层收缩率大,易开裂,适于喷涂薄层。
3)铝及铝合金喷涂丝。铝和氧有很强的亲和力,在室温下铝在大气中就能形成致密而坚固的Al2O3氧化膜,能防止铝进一步氧化。纯铝涂层除大量用于钢铁件保护涂层外,还可作为抗高温氧化涂层、导电涂层和改善电接触的涂层。一般铝丝纯度(质量分数)应大于99.7%。铝丝直径为2~3mm,喷涂时,表面不得有油污和氧化膜。
4)锌及锌合金喷涂丝。在钢铁件上,只要喷涂0.2mm的锌层,就可在大气、淡水、海水中保持几年至几十年不锈蚀。锌的纯度要求(质量分数)在99.85%以上。在锌中加铝可提高涂层的耐蚀性,铝的质量分数为30%时其耐蚀性最佳。锌喷涂广泛用于大型桥梁、铁路配件、钢窗、电视台天线、水闸门和容器等。
5)钼喷涂丝。钼与氢不发生反应,可用于氢气保护或真空条件下的高温涂层。钼是一种自黏结材料,可与碳钢、不锈钢、铸铁、蒙乃尔合金、镍及镍合金、镁及镁合金、铝及铝合金等形成牢固的结合。钼可在光滑的工件表面上形成1μm的冶金结合层,常用作打底层材料。
6)锡及锡合金。锡涂层具有很高的耐蚀性,常用作食品器具的保护涂层,但锡中砷的质量分数不得大于0.015%。含锑和钼的锡合金丝具有摩擦因数低、韧性好、耐蚀性和导热性良好等特性。在机械工业中,广泛应用于轴承、轴瓦和其他滑动摩擦部件的耐磨涂层。此外,锡可在熟石膏等材料上喷涂制成低熔点模具。
7)铅及铅合金喷涂丝。铅具有很好的防X射线辐射的性能,在原子能工业中广泛用于防辐射涂层。含锑和铜的铅合金丝材料的涂层具有耐磨和耐蚀等特性,用于轴承、轴瓦和其他滑动摩擦部件的耐磨涂层。但涂层较疏松,用于耐腐蚀时需经封闭处理。由于铅蒸气对人体危害较大,喷涂时应加强防护措施。
8)铜及铜合金喷涂丝。铜主要用于电器开关的导电涂层、塑料和水泥等建筑表面的装饰涂层;黄铜涂层则用于修复磨损及超差的工件,如修补有铸造砂眼、气孔的黄铜铸件,也可作为装饰涂层。黄铜中加入质量分数为1%左右的锡,可改善耐海水腐蚀的性能。铝青铜的强度比一般黄铜高,耐海水、硫酸和盐酸的腐蚀,有良好的耐磨性和耐腐蚀疲劳性能,采用电弧喷涂时与基体结合强度高,可作为打底涂层,常用于水泵叶片、气闸活门、活塞及轴瓦等的喷涂。磷青铜涂层比其他青铜涂层更为致密,有良好的耐磨性,可用来修复轴类和轴承等的磨损部位,也可用于美术工艺品的装饰涂层。
9)镍及镍合金喷涂丝。蒙乃尔合金对氨水、海水、照相用药剂、酚醛、甲酚、汽油、矿物油、酒精、碳酸盐水溶液及熔盐、脂肪酸以及其他有机酸的耐蚀性优良,对硫酸、醋酸、磷酸和干燥氯气等介质的耐蚀性较好;但不耐盐酸、硝酸、铬酸等介质的腐蚀。常用于水泵轴、活塞轴、耐蚀容器的喷涂。
(2)复合喷涂线材 复合喷涂线材就是把两种或更多种材料复合而成的喷涂线材。复合喷涂线材中大部分是增效复合喷涂线材,即在喷涂过程中不同组元相互发生热反应生成化合物,反应热与火焰热相叠加,提高了熔滴温度,到达基体后会使基体局部熔化产生短时高温扩散,形成显微冶金结合,从而提高结合强度。
制造复合喷涂线材常用的复合方法有以下几种:(www.daowen.com)
1)丝-丝复合法。将各种不同组分的丝绞、轧成一股。
2)丝-管复合法。将一种或多种金属丝穿入某种金属管中压轧而成。
3)粉-管复合法。将一种或多种粉末装入金属管中加工成丝。
4)粉-皮压结复合法。将粉末包在金属壳内加工成丝。
5)粉-黏结剂复合法。把多种粉末用黏结剂混合挤压成丝。
不锈钢、镍、铝等组成的复合喷涂丝,利用镍、铝的放热反应使涂层与多种基体(母材)金属结合牢固,而且因复合了多种强化元素,改善了涂层的综合性能,涂层致密,喷涂参数易于控制,便于火焰喷涂。因此,它是目前正在扩大使用的喷涂材料,主要用于液压泵转子、轴承、气缸衬里和机械导轨表面的喷涂,也可用于碳钢和耐蚀钢磨损件的修补。
2.热喷涂用粉末
热喷涂材料应用最早的是一些线材,但是只有塑性好的材料才能做成线材,而粉末喷涂材料却可不受线材成形工艺的限制,成本低,来源广,组元间可按任意比例调配,组成各种组合粉、复合粉,以获得某些特殊性能。热喷涂用的粉末种类很多,可分为非复合喷涂粉末和复合喷涂粉末。
(1)非复合喷涂粉末
1)金属及合金粉末。喷涂合金粉末又称冷喷合金粉末,这种粉末不需或不能进行重熔处理。按其用途分为打底层粉末和工作层粉末。打底层粉末用来增加涂层与基体的结合强度;工作层粉末保证涂层具有所要求的使用性能。放热型自黏结复合粉末是最常用的打底层粉末。工作层粉末熔点要低,具有较高的伸长率,以避免涂层开裂。氧乙炔焰喷涂工作层粉末最常用的是镍包铝复合粉末与自熔性合金的混合粉末。喷熔合金粉末又称自熔性合金粉末。因合金中加入了强烈的脱氧元素,如Si、B等,在重熔过程中它们优先与合金粉末中的氧和工件表面的氧化物作用,生成低熔点的硼硅酸盐覆盖在表面,防止液态金属氧化,改善对基体的润湿能力,起到良好的自熔剂作用,所以称为自熔性合金粉末。喷熔用的自熔性合金粉末有镍基、钴基、铁基及碳化钨四种系列。
2)陶瓷材料粉末。陶瓷属于高温无机材料,是金属氧化物、碳化物、硼化物、硅化物等的总称,其硬度高、熔点高,但脆性大。常用的陶瓷粉末有:金属氧化物(如Al2O3、TiO2等)、碳化物(如WC、SiC等)、硼化物(如ZrB2、CrB2等)、硅化物(如MoSi2等)和氮化物(如VN、TiN等)。采用等离子弧喷涂可解决陶瓷材料熔点高的问题,几乎可以喷涂所有的陶瓷材料。用火焰喷涂也可获得某些陶瓷涂层。
(2)复合喷涂粉末 复合材料粉末由两种或更多种金属和非金属(陶瓷、塑料、非金属矿物)固体粉末混合而成,如图8-10所示。按照复合粉末的结构,一般分为包覆型、非包覆型和烧结型。包覆型复合粉末的芯核被包覆材料完整地包覆着。非包覆型粉末的芯核被包覆材料包覆程度是不均匀和不完整的。
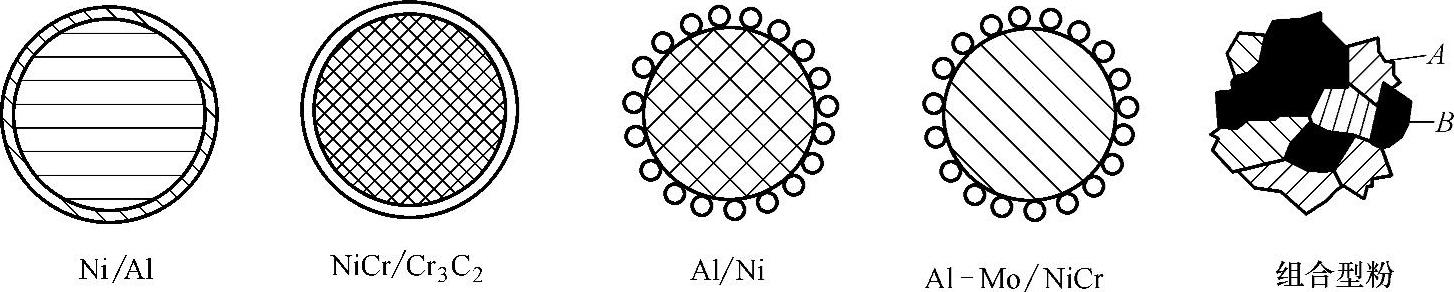
图8-10 复合型粉末结构示意图(Ni/Al为Ni包Al,余同)
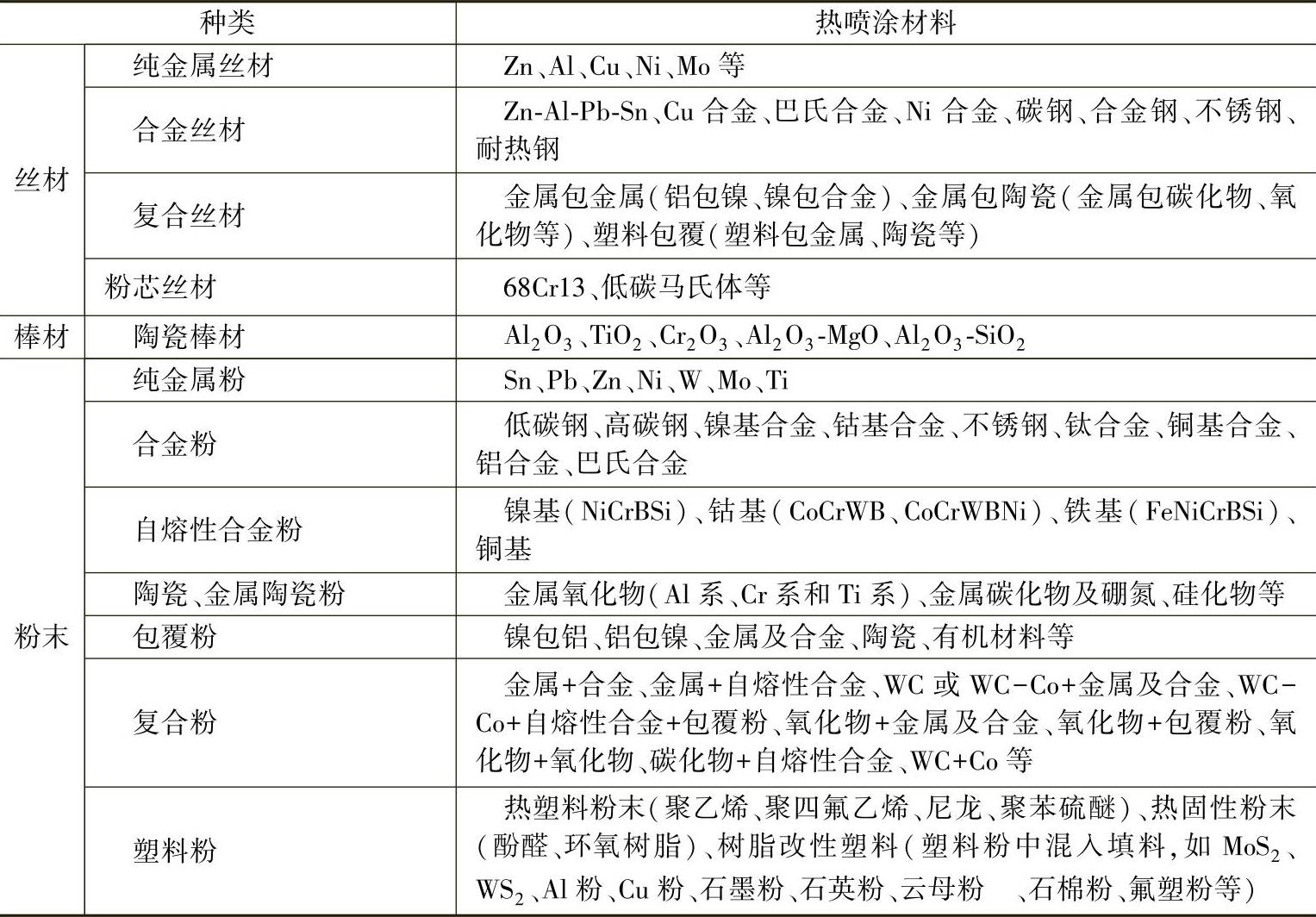
常用热喷涂材料的种类见表8-2。
表8-2 常用热喷涂材料的种类
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




