(1)感应淬火的原理 感应淬火的原理是利用电磁感应的原理,使零件在交变磁场中切割磁力线,在表面产生感应电流,又根据交流电的趋肤效应,以涡流形式将零件表面快速加热,而后急冷的淬火方法,其原理如图4-2所示。它在热处理领域中占有重要地位,这一技术已经在我国被广泛采用。
(2)感应淬火的特点 感应淬火与普通加热淬火相比有如下优点:
1)热源在工件表层,加热速度快,热效率高。
2)工件因不是整体加热,变形小。
3)工件加热时间短,表面氧化脱碳量少。
4)工件表面硬度高,缺口敏感性小,冲击韧性、疲劳强度以及耐磨性等均有很大提高,有利于发挥材料的潜力,节约材料消耗,延长零件的使用寿命。
5)设备紧凑,使用方便,劳动条件好。
6)便于机械化和自动化。
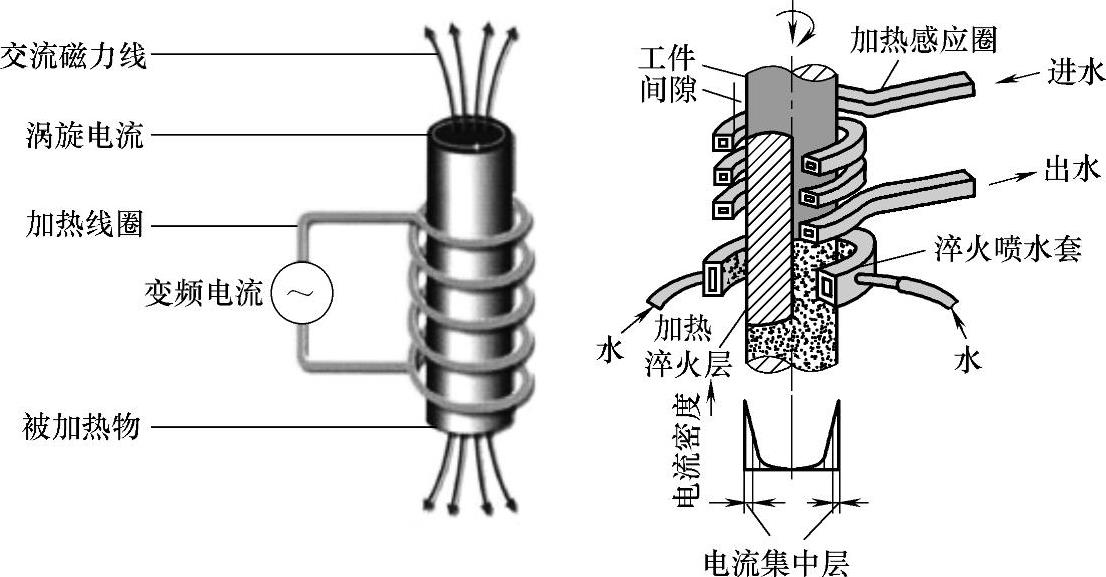
图4-2 感应淬火的原理
7)不仅用于表面淬火,还可用于穿透加热与化学热处理等。
8)加热速度极快,可扩大奥氏体转变温度范围,缩短转变时间。
9)淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC),脆性较低,具有较高的疲劳强度。
10)经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
11)淬硬层深,易于控制操作,易于实现机械化、自动化。(www.daowen.com)
12)适于中碳钢35、45钢和中碳合金结构钢40Cr及65Mn、灰铸铁、合金铸铁的火焰淬火。用乙炔-氧或煤气-氧混合气燃烧的火焰喷射快速加热工件,工件表面达到淬火温度后,立即喷水冷却。淬硬层深度为2~6mm,否则会引起工件表面严重过热及变形开裂。
感应加热设备较贵,维修、调整比较困难,形状复杂零件的感应器不易制造。
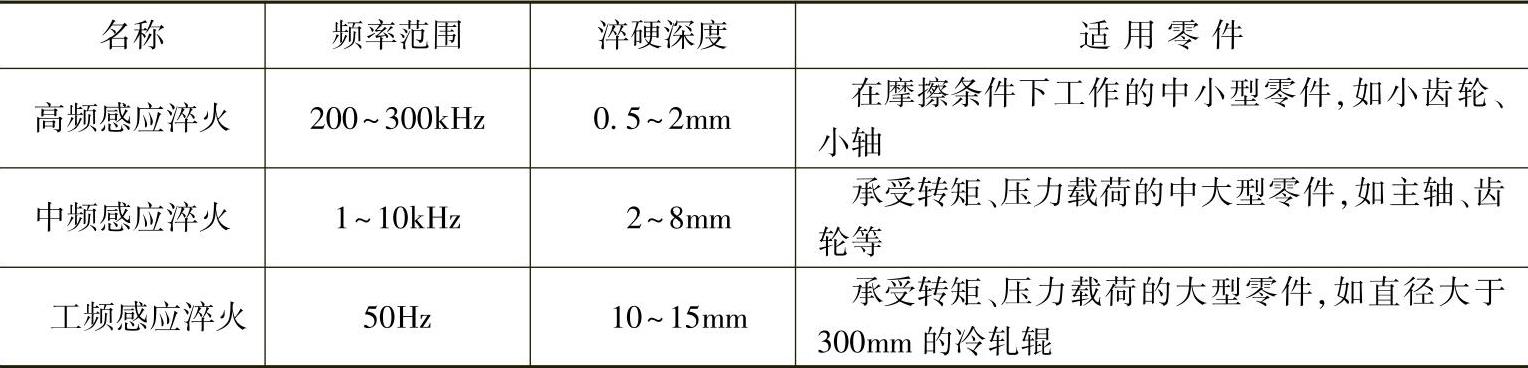
(3)感应淬火的分类 感应淬火的分类见表4-1。
表4-1 感应淬火的分类
(4)感应淬火的应用 感应淬火有如下应用:
1)各种五金工具、手工工具的热处理。如钳子、扳手、旋具、锤子、斧头、刀具等。
2)各种汽车配件、摩托车配件的高频淬火处理。如曲轴、连杆、活塞销、曲柄销、球头销、链轮、凸轮轴、气门、各种摇臂、摇臂轴、变速器内各种齿轮、花键轴、传动半轴、各种小轴、各种拨叉等。
3)各种电动工具上的齿轮、轴等的感应淬火处理。
4)各种液压元件、气动元件的高频淬火的热处理。如柱塞泵的柱。
5)转子泵的转子淬火处理;各种阀门上的换向轴、齿轮泵的齿轮等的淬火处理。
6)金属零件的热处理。如各种齿轮、链轮、轴、花键轴、销等的感应淬火处理。
7)各种安全阀和锻钢阀门的阀瓣和阀杆的感应淬火处理。
8)机床行业的机床床面导轨和床身里齿轮的淬火处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






