表面整平的方法有磨光、抛光、滚光及振动磨光、刷光、塑料整平和成批光饰。
1.磨光
磨光工具包括磨光轮和磨光带。磨光轮或磨光带上粘有磨粒,利用粘有钢砂或氧化铝等磨料的磨轮在高速旋转下以10~30m/s的速度磨削金属表面,除去表面的划痕、毛刺、焊缝、砂眼、氧化皮、腐蚀痕和锈斑等宏观缺陷,提高表面的平整程度。根据要求,一般需选取磨料粒度逐渐减小的几次磨光。当然,对磨料的选用应根据加工材质而定,常用磨料及用途见表3-1。
表3-1 常用磨料及用途
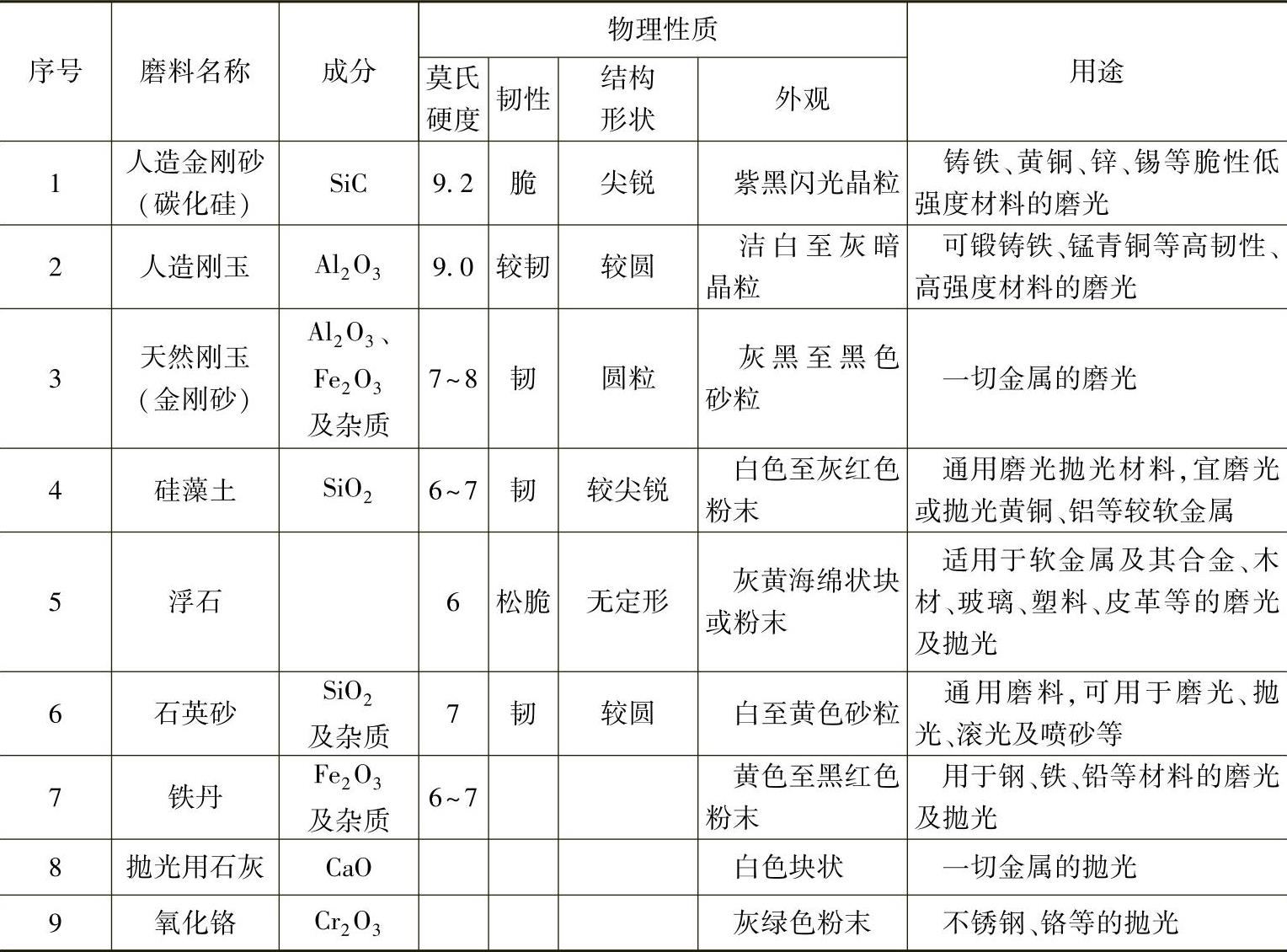
根据磨光轮本身材料的不同,又可分为硬轮和软轮两类。如零件表面硬、形状简单或要求轮廓清晰时宜用硬轮(如毡轮),表面软、形状复杂的零件宜用软轮(如布轮),新轮或长时间使用后的旧轮一般都需用骨胶液黏结适当型号的磨料。
2.抛光
抛光是用抛光轮和抛光膏或抛光液对零件表面进一步轻微磨削以降低表面粗糙度,也可用于镀后的精加工。抛光轮转速较磨光轮更快(圆周速率为20~35m/s)。抛光轮分为非缝合式、缝合式和风冷布轮。一般形状复杂或最后精抛光的零件用非缝合式;形状简单或镀层用缝合式;大型平面、大圆管零件用风冷布轮。
3.滚光
滚光是零件与磨削介质(磨料和滚光液)在辊筒内低速旋转而滚磨出光的过程,常用于小零件的成批处理。辊筒多为多边筒形。滚光液是在酸或碱中加入适量乳化刑、缓蚀剂等制成的。常用磨料有钉子头、石英砂、皮革角、铁砂、贝壳、浮石和陶瓷片等。(www.daowen.com)
4.振动磨光
振动磨光是将零件与大量磨料和适量抛磨液置入容器中,在容器振动过程中仅零件表面平整光洁。常用磨料有鹅卵石、石英砂、陶瓷、氧化铝、碳化硅和钢珠等。
抛磨液是表面活性剂、碱性化合物和水的混合溶液。振动磨光效率比滚光高得多,且不受零件形状的限制,但不适于精密和脆性零件的加工。
5.刷光
刷光是将刷光轮装在抛光机上,用刷光轮上的金属丝(钢丝、黄铜丝等)刷,同时用水或含某种盐类、表面活性剂的水溶液连续冲洗去除零件表面锈斑、毛刺、氧化皮及其他污物,还可用于装饰目的进行丝纹刷光和缎面刷光等。
6.塑料整平
对塑料的浇口和飞边,可用碳化硅磨光带磨光。碳化硅粒度应逐渐变小,磨光速度为15~25m/s。用磨光轮的磨光速度为10~15m/s。热塑性塑料因耐热性差,可湿磨;热固性塑料可湿磨,也可干磨。抛光塑料选用潜料细而软的抛光液,用软抛光轮,或最好用带有风冷的皱褶式抛光轮。抛光时压力要小,速度为10~15m/s,防止塑料过热。
7.成批光饰
成批光饰是指将工件与磨料、水及化学促进剂一起放到容器中进行加工,以达到除锈、除油、令锐角和钝边倒角、降低表面粗糙度的目的。成批光饰的特点是:一次可“成批”处理多个工件,效率高、成本低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




