表面预处理就是利用某种工艺方法和手段,使工件的表面得到清理,或者使表面变得粗糙,以保证表面涂(镀)层与金属基体的有效结合。有时,人们又把表面预处理称为表面调整与净化。将采取各种加工方式使制品(或基材)表面达到一定表面粗糙度的过程称为表面精整。所有表面处理技术在工艺实施之前都必须对材料进行预处理,以便提高表面覆层的质量以及覆层与基材的结合强度。大量实践证明,预处理是表面处理工程技术能否成功实施的关键因素之一。
图3-1 加工制作后表面沾有油污的零部件
1.表面预处理的目的和内容
表面预处理的好坏,不仅在很大程度上决定了各类覆盖层与基体的结合强度,往往还影响这些表面生长层的质量,如结晶粗细、致密度、组织缺陷、外观色泽及平整性等。干净的待加工表面也是保证其工艺过程顺利进行和得到高质量改性层的基础条件。金属原始表面一般覆盖着氧化层、吸附层及普通沾污层,如图3-2所示。表面预处理的主要内容就是选择适当的方法去除覆盖物,达到与各种表面技术要求相符的清洁度。
(1)对工件进行镀前预处理的目的 对工件进行镀前预处理的目的主要有以下几个方面:
1)使工件表面几何形状满足涂镀层的要求,如表面整平或拉毛。
2)使工件表面清洁度满足涂镀层的要求,如除油等。
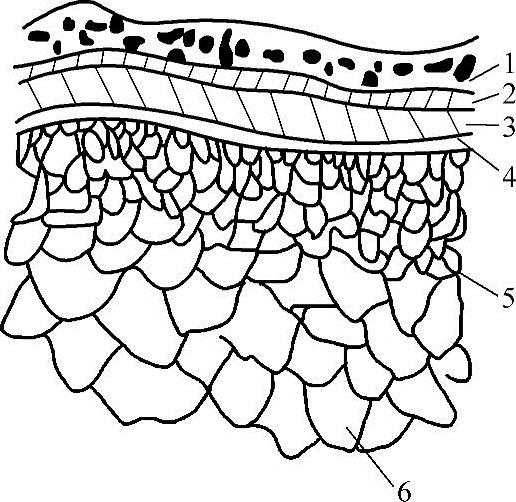
图3-2 金属原始表面示意图
1—普通沾污层 2—吸附层 3—氧化层 4—贝氏层 5—变形层 6—基体
3)除去化学覆盖层或化学吸附层,包括除锈、脱漆、活化,这样才能获得良好的镀层。
(2)对工件进行镀前预处理的内容 镀前预处理包括:整平、除油、浸蚀、表整四个部分。(www.daowen.com)
1)整平主要是除去工件上的毛刺、结瘤、锈层、氧化皮、灰渣及固体颗粒等,使工件表面平整、光滑。整平主要采用机械方法,如磨光、机械抛光、滚光、喷砂等;化学抛光和电化学抛光用于除去微观不平。
2)除油又称脱脂。表面油污是影响金属表面处理质量的重要因素,油污的存在会使表面涂层与基体的结合力下降,甚至使涂层起皮、脱落。除去工件表面油污(包括油、脂、手汗及其他污物)使工件表面清洁的方法有化学除油、电化学除油、有机溶剂除油等。
3)浸蚀又称除锈。浸蚀就是除去工件表面的锈层、氧化皮等金属腐蚀产物。在电镀生产中一般是将工件浸入酸溶液中进行,故称为浸蚀。主要目的是除去锈层和氧化皮的工序称为强浸蚀,包括化学强浸蚀、电化学强浸蚀。除锈的方法有机械法、化学法和电化学法。
4)表整包括表调和表面活化。如磷化表调是增加磷酸钛胶体作为磷化结晶核;表面活化是除去工件表面的氧化膜,露出基体金属,以保证镀层与基体的结合力。表面活化也是在酸性溶液中进行,但酸的浓度低,故称为弱浸蚀。
2.表面预处理的重要性
良好的预处理对保证表面处理质量和性能至关重要。如以电镀件生产为例,在生产实际中,很多电镀件的质量事故(如镀层局部脱落、起泡、花斑、局部无镀层等)的发生并不是电镀工艺本身,而是由于镀前预处理不当和欠佳所造成的。镀前预处理的作用是:
(1)保证电极反应顺利进行 电镀过程必须在电解液与工件被镀表面良好接触、工件被镀液润湿的条件下才能进行。工件表面的油污、锈层、氧化皮等污物,妨碍电解液与金属基体的充分接触,使电极反应变得困难,甚至因隔离而不能发生。
(2)保证镀层与基体的结合力 在基体金属晶格上外延生长的镀层具有良好的结合力。外延生长要求露出基体金属晶格,任何油污、锈蚀、氧化膜等都会影响电结晶过程。当镀件上附着极薄的、肉眼看不见的油膜或氧化膜时,虽然能得到外观正常、结晶细致的镀层,但是结合强度大为降低,工件受弯曲、冲击或冷热变化时,镀层会开裂或脱落。
(3)保证镀层平整光滑 工件表面粗糙不平,镀层也是粗糙不平的,难以用镀后抛光进行整平。粗糙不平的镀层不仅外观差,耐蚀性也不如平整光洁的镀层。工件上的裂纹、缝隙、砂眼处的污物难以去除,而且容易积藏碱和电解液,镀件在存放时就会渗出腐蚀性液层,使镀层出现“黑斑”或者泛“白点”,大大降低镀层的耐蚀性。
3.表面预处理的指标
表面清洁度与表面粗糙度是材料表面处理技术预处理工艺的两个最重要指标。清洁度表示零件或产品在清洗后在其表面上残留的污物的量。一般来说,污物的量包括种类、形状、尺寸、数量、重量等衡量指标。产品是由零件经过设备加工装配而成的,所以清洁度分为零件清洁度和产品清洁度。产品的清洁度与零件的清洁度有直接的关系,同时还与生产工艺过程、车间环境、生产设备及人员有密切的关系。
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度一般是受所采用的加工方法和其他因素影响,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






